shell煤气化装置锁灰阀的应用及气缸改进
贵州天福化工有限责任公司(以下简称天福公司)是贵州首家煤化工企业,主要生产300kt/a合成氨、200kt/a甲醇和150kt/a二甲醚,气化装置采用shell工艺,15单元锁灰控制阀(介质为飞灰+氮气)自2010年开工以来,因该阀频繁出现关不到位、阀卡、阀座卡死等问题,无法及时将灰从中间飞灰贮罐送到吹灰器,造成多次降负荷生产,甚至装置被迫停车,严重影响了装置的正常运行。
1 15单元锁灰控制阀的主要技术规格
该阀门选用美国Kinder公司生产的KBLV-2T-F8型金属密封开关球阀(三段式固定球结构)。阀门操作/设计压力:0.8/10MPaG;操作/最高设计温度:250℃~300℃;连接形式:8"ANSIClass150、RF;泄漏等级:双向ANSICLASSV,防火、防静电设计。阀体材质为A216WCB;阀球、阀座材质为316SS+TC,采用超音速喷涂技术,涂层厚度不低于200μm,表面硬度最高达72HRC,具有良好的结合力,确保永不脱落和极好的耐磨性,同时具有良好的耐腐蚀性;阀杆材质为316SS+HCr,表面作镀硬铬硬化处理,加强性设计,阀杆直径加粗约10%;阀座弹簧(多个螺旋形式)材质为InconelX750,确保温度变化产生大温差不会出现报死现象;填料/填料环:石墨,满足高温工况的要求。执行机构选用Ro-tex(DRC400E-6)产品,气动执行机构均满足0.5MPa的供气压力,安全系数为1.3倍。执行机构为活塞式单作用弹簧复位执行机构。该阀门执行机构扭矩数据如下表1。
表1 阀门扭矩数据

2 故障现象原因分析
经判断,认为导致15单元锁灰控制阀的阀门不能正常开关的原因有大致以下几点:(1)气源推动力低达不到额定值;(2)信号故障;(3)阀体和执行机构机械故障;(4)扭矩力不够;(5)执行机构的弹簧力不够;(6)工艺操作条件(阀前压力0.01MPa关闭压差0.8MPa温度250℃~300℃)不能满足;(7)阀球和阀座受损坏导致卡塞等等。为此,在生产与检修过程中对上述原因进行逐一排查,气源压力0.5~0.6MPa正常;DCS系统到阀门电磁阀上的信号无错误;阀体和执行机构机械部分正常;对阀门进行解体后,发现阀球和球座并未有受损现象;工艺条件满足,不可能导致阀门不能关闭;从扭矩方面来看,根据该阀门的扭矩数据表可知,该阀门的扭矩放大倍数为1.3,而该阀门失气时阀门状态为FC状态,气开形式,弹簧复位(靠弹簧力去关闭阀门),除去以上几种情况,通过计算要使阀门关闭需2423(N·M)的作用力,并用扭矩扳手多次实验,从扳手上可以得出需要加345(N·M)的作用力,阀门开关才能运行正常,最终得出了导致阀门不能关闭的原因是执行机构弹簧力不够。气缸弹簧力计算见图1。弹簧常数:以K表示,指当弹簧被压缩时,每增加1mm距离的负荷(kgf/mm)。

式中:G-线材的钢性模数;d-线径;D2-外径;D1-内径;D-中径=D2-d N-总圈数;NC=有效圈数=N-2
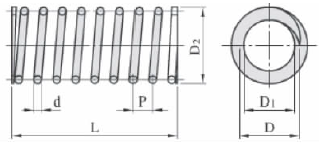
图1 气缸弹簧力计算图
♂
3 改造方案和实施
根据上述原因分析,提出2种解决弹簧力不够方案:(1)更换弹簧,增加弹簧力;(2)改造执行机构作用。若更换弹簧,通过计算需增加2个弹簧相应增加气缸长度,投资大,需0.6万美金,且订购供货周期长,同时在线更换也存在很大的安全风险,严重影响了装置长周期运行;若改造气缸控制气路,只需一个锁止阀、快速排气阀和少量的管件,方便、可行、简单。投资少只需要2000元人民币,无安全风险。气缸控制气路未改进和改进后的示意图见图2、图3。
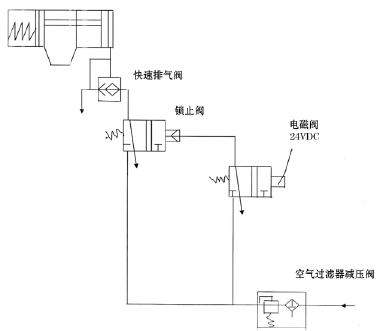
图2 气缸控制气路未改进示意图
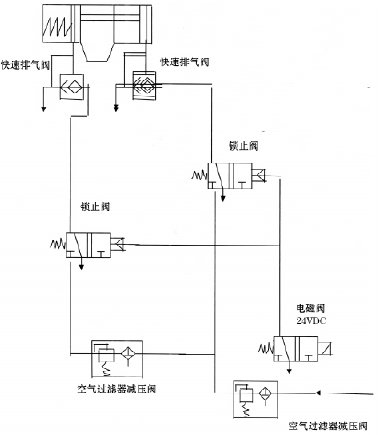
图3 气缸控制气路改进后示意图
4 改造实施后的效果
通过对气缸控制气路进行改进,15单元锁灰控制阀从2010年2月改造至今,该阀门既保留单作用的特性,又发挥了双作用的优点,运行非常正常,从未出现任何故障,设备运行稳定,节约了生产成本。
5 结语
根据对15单元锁灰控制阀的技术改造实施后运行效果,对煤气化装置出现相同故障的阀门如:控制V-1301的超高压氮气的阀门也进行了同样的改造。经改造后的阀门投用半年以来,至今未出现任何故障现象,不仅保障了shell煤气化装置的稳定运行,而且节约了生产成本。
相关新闻
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062