0 前言
调节阀也叫控制阀,它是在汽轮机自动控制过程中的重要部件,汽轮机的动力系统,可以通过接受调节控制单元的输出信号,通过动力的操作过程,来改变动力系统的介质流量、压力、温度和液位等工艺参数的控制元件。完成这一过程,一般是通过阀门来控制的。对于这一过程的定义,如果按行程的特点,调节阀可分为直行程和角行程;如果按其所配执行机构使用的动力分析,就可以按功能和特性分为线性特性、等百分比特性及抛物线特性3种类型。汽轮机的调节阀应不受空气、水、蒸汽和各种腐蚀性介质的影响,即使受到这些物质的侵袭,其控制能力也不受影响。计算机技术的发展,使现代汽轮机技术和电站综合自动化水平得到高速提高,必然对汽轮机的调节系统提出更高的要求,因此,创新调节阀的性能就提出了新的、复杂的要求。对于汽轮机的调节系统,已经由传统的机械-液压调节系统的应用,更新为数字-电液的调节系统,由于抗燃油数字-电液调节系统(DEH),因其控制精度高、响应快、协调控制灵活,它已经开始大量的应用于汽轮机的新机组。但在系统调试中,调节阀门的摆动问题时有发生,由于调节阀门的摆动影响工料的平衡,会直接导致汽轮机转速超速和负荷波动。为解决这一问题,就必然要从调节阀的控制机理探讨解决的方案直接由油动机控制。其液压控制流程如图1所示,控制系统结构如图2所示。
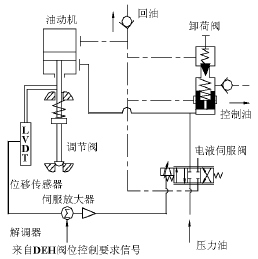
图1 油动机液压控制流程图示
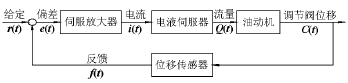
图2 控制系统的流程结构图示
1 调节阀摆动问题的分析与措施
调节阀门的摆动问题的实质是控制问题,在汽轮机改造过程中经常会遇到类似的问题。在这里对这些问题进行分析,并提出具体采取的应对措施。
1.1 调节控制的反馈问题
某电厂在对汽轮机组(国产200MW)调节系统改造过程中,发现某一高调节阀门工作不正常,经常出现控制精度达不到的问题,经检测发现调节阀门有摆动现象,在阀门的控制过程中,发现在某一位置出现指令信号的上下振动,监测仪得到的振动曲线如图3所示。
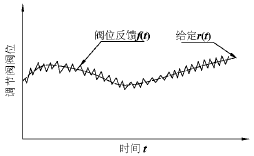
图3 高调节阀门信号的振动曲线
针对这一问题,在调试过程中,首先重新调整控制阀PI(比例积分)的参数,但在调试过程中,系统中的高调门参数基本相同,经多次检测,所有的高调门都正常工作,没有发现问题,又采取了直接将不同高调阀门PV卡(伺服卡)的对换,试图解决这一故障,但经试验摆动现象仍不能消除,经分析研究,怀疑可能是反馈信号出现问题,因为系统的反馈信号采用的是两支LVDT(位移传感器),在信号高选中,控制系统各分别连接一路反馈,由于其中一支传感器出现故障,导致了调节阀门的摆动问题的出现,经更换传感器后,摆动现象消失,调节阀门可以正常工作。需要强调的是,如果反馈信号直接对给定进行修正,系统就应该自动进行调节,但如果反馈电缆的屏蔽不好,控制信号也可能受外界干扰,如果出现这种情况,也可以造成图3所示的振动曲线。
1.2 调节控制的卸荷阀问题
卸荷阀能使液压泵卸荷,通常是一个带二位二通阀(常为电磁阀)的溢流阀,功能是不卸荷时用作设定系统(油泵)主压力,当呈卸荷状态(靠二位二通阀动作转换)压力油直接反回油箱,系统压力为0值以实现一些回路控制和提高油泵寿命,减少功耗。
在对某电厂1号机组(国产200MW)改造中,发现中调门在全开位置时出现摆动现象。经检测发现,200MW的汽轮机组在正常运行时,如果带有30%以上的负荷,它的中调门应处于全开的位置,也就是说,只要汽轮机运行,它的中调门应该是长期处于100%全开位置,因此,汽轮机在正常运行时,它的摆动幅度不应该大,周期变化在10dm左右,它运动中的监测曲线如图4所示。
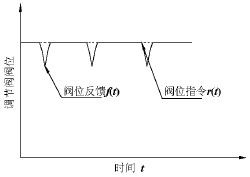
图4 调节阀摆动的幅度周期曲线图
如果摆动幅度较大,它可能主要是卸荷阀出现问题,因此,对这一问题的处理,可以将汽轮机停机,然后对卸荷阀进行清洗,再开机后如果运行正常,就说明故障已经排除。
1.3 调节阀的纵座弹簧予紧力问题
某电厂6号机组调节系统改造后,在调试过程中,发现4号高调门有摆动现象。这主要是由于阀门的重叠度设置所致,正常运行的4号高调门在额定参数时,它应该处于零位阀的位置。也就是说它的指令r(t)应该为零,只有当阀门在150MW负荷以上,才有可能随着负荷的波动,会发生10%左右的摆动现象。其历史曲线记录如图5所示。

图5 调节阀的负荷波动曲线
机组的设计额定蒸汽压力为12.75MPa,为了满足生产需要,经咨询制造厂家的意见,又经过专家技术论证,改造后的汽轮机组,实际运行蒸汽压力控制在13.50MPa,这比原设计额定提高了5%,显然,在机组运行时,调节级压力就应该比设计值高,但是,改造时忽略了弹簧问题,使用的弹簧,还是原设计标准件,当汽轮机蒸汽拖力大于弹簧的预紧力,就会使调节阀的预启阀随负荷的波动而波动。如果加大弹簧的预紧力,汽轮机组就可以正常运转。
2 结论
在汽轮机改造过程中,经常会出现控制波动或控制失灵问题,解决这个问题,要依据其控制原理,分析实验,选择恰当科学的方式,这样可以尽快解决问题,使汽轮机组尽快进入正常的运行状态,同时,还要在安装过程中,严格按厂家的工艺要求实施,对于油循环系统的油质要达到SEA标准2级以上,在调试时,应更换新油再进行调试,以免油质的原因影响调试结果,这样有利于调节数据的真实性,可已解决出现的调节阀门摆动问题。如果调节阀门发生摆动,应从设计基础和控制机理来分析探讨产生的原因,对于机械、液压、电子等不同的调节阀,在调节过程中不能局限于某一问题,要从整体来分析,这样就能尽快找到原因所在,就可以快速准确的排除故障,使汽轮机组正常运转。
