壳牌煤气化装置锁斗阀常见故障分析及解决方法
壳牌SCGP(壳牌CoalGasificationProcess)干煤粉加压气化洁净技术,是荷兰壳牌公司于1972年着手开发,1993年实现工业化生产的一种先进煤气化技术,该技术具有煤种适应范围广,煤气化效率高,运行周期长,单炉生产能力大,环境污染小等优点。目前国内已有二十多家企业采用该技术,分别生产氢气、合成氨和甲醇等。
锁斗阀是壳牌煤气化装置中关键的仪表控制阀,采用双阀串联控制。锁斗阀主要有用于U1200单元输送煤粉的煤锁斗阀,用于U1400单元排渣的渣锁斗阀,用于U1500单元输灰的灰锁斗阀,见图1。在壳牌煤气化装置中若锁斗阀出现故障,煤粉输不到气化炉中,或气化炉的渣和S1501、S1511分离出的灰不能及时排出,就会造成装置不能正常运行,甚至装置停车。所以,锁斗阀的正常开关是装置平安、稳定运行的保障。
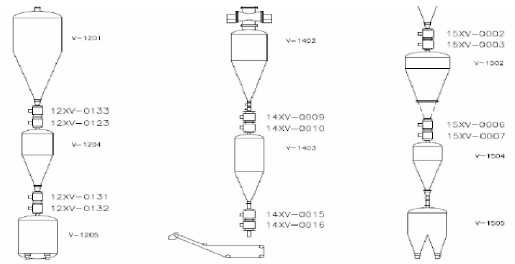
图1 锁斗阀分布
1 锁斗阀结构简介
在国内众多采用壳牌煤气化技术的企业中,由于在建设初期,国内没有壳牌认证指定的锁斗阀供货商,所以,锁斗阀全部是采用进口的阀门。国外经过壳牌认证指定的供货商也只有两家,为EagleBurgmann和Argus/Fiowserve(简称EB和Argus),国内所有壳牌煤气化装置中的锁斗阀都是这两家的产品。
锁斗阀的结构实际上是一种开关球阀,有固定球球阀和浮动球球阀两种,固定球阀为EB生产,浮动球阀为Argus生产,见图2图3,其区别在于固定球阀阀球下有支撑轴,而浮动球阀没有。按密封形式分有软密封和金属密封(硬密封),锁斗阀采用的是金属密封球阀。由于考虑固体物料的冲刷、磨损问题,阀球阀座表面都采取超音速喷涂了硬质合金材料,作了硬化处理。锁斗阀的泄漏等级为ClassⅥ级,锁斗阀的关闭压差为0.3~0.4MPa。锁斗阀的材质见表1。
表1 锁斗阀材质
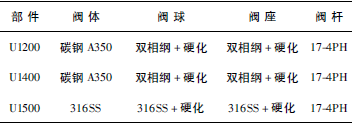
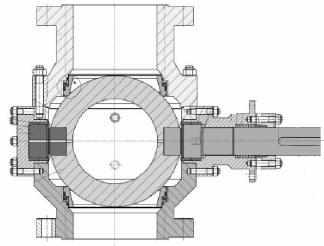
图2 固定球锁斗阀
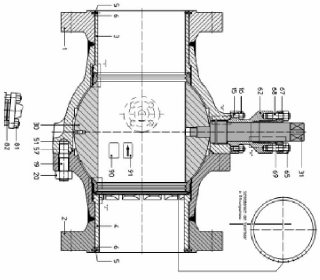
图3 浮动球锁斗阀
云南天安化工有限公司选用的锁斗阀为Ar-gus的产品,主要是浮动球阀,有以下的结构设计特点:
a.采用全通径、防火和防静电设计。通道圆整平滑,流道通畅,尽可能保证介质不积沉,同时进口通道表面增加保护层,耐冲刷。
b.阀杆采用防尘、防脱出结构设计,并且结构设计确保阀杆只承受阀门启闭扭矩,阀门采用了浮动球设计,介质的推力由支承座承担,使阀杆的受力情况大大改善,确保阀杆能够长期可靠地工作。
c.采用双阀座双向密封设计,进口端阀座出口端阀门可同时密封,确保了阀门的密封性能。前端阀座采用阀前密封形式,后端阀座采用阀后密封形式,即使前端阀座密封失效,后端阀座仍能有效保持密封,也尽可能地减小了高压力流体对密封表面形成的高密封比压,降低了阀门的操作扭矩。
d.阀座密封面两侧采用刮刀式结构设计,使球体及阀座在开关过程具有自清洁功能,有效防止球体和阀座间煤粉的积沉和粘附,确保阀门动作顺畅连续,不卡阻。
f.具有中腔自动卸压功能结构设计,当阀门关闭后,阀腔内压力高于关闭压力时,能自动卸压至压力低的一侧,防止了中腔的异常升压,保证了阀门正常启闭。
2 锁斗阀出现的常见故障、原因及解决方法
2.1 双阀开启困难的故障
故障现象:在装置调试开车初期,常常出现双阀控制的锁斗阀开启困难,不能正常动作,影响了开车的顺利进行。
原因分析:装置中采用双阀控制的目的在于确保阀门关得更严起到有效隔离的作用。出于设备安全的考虑,设计双阀的开启条件是阀前后压差≤0.35MPa,阀门厂家按此设计关闭压差选择执行机构。双阀的连接安装,阀与阀之间存在一定的空腔,在双阀关闭后空腔内会憋压,当空腔内的压力与两设备V1204、V1205内压力的压差大于0.35MPa时阀门就出现不能正常开关。解决方法:利用阀体上原有的吹扫口,在上阀阀体上的吹扫口上配一根1/2″管子连接到V1205设备上,把阀空腔内的压力与V1205压力平衡掉,阀门就能正常开关动作,见图4。
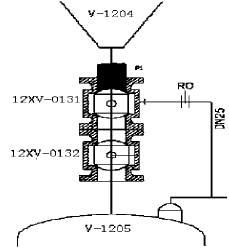
图4 改进的配管图
2.2 阀杆抱死故障
故障现象:在装置正常生产过程中,锁斗阀运行一定的周期后,阀门会出现打不开或关不了的现象,检查执行机构一切均正常,但阀门就是开关不了,特别是U1500单元的输灰锁斗阀最容易出现这一现象,U1200单元的锁斗阀要少一些,U1400单元的排渣锁斗阀少见。
原因分析:从阀杆的密封结构上来分析,见图5。阀杆的密封有上下密封,上下密封之间阀杆与轴套有一间隙腔,上密封为防介质外泄,下密封为防尘环,防止灰尘进入间隙腔。阀杆抱死的原因是下密封防尘环不能担住极细微的灰或煤粉,灰或煤粉进入了阀杆与轴套的间隙腔,一定的运行周期后,灰或煤粉受潮硬化抱死阀杆,导致阀门不能正常开关。U1500单元常出现的原因是,合成气中分离出的灰类似于低标号的水泥,受潮后更容易硬化抱死阀杆。
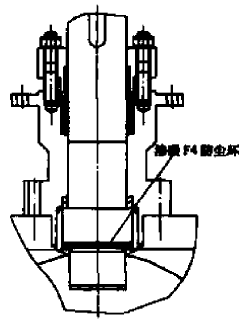
图5 阀杆结构图
解决方法:在轴套中部开一个3~4mm的通孔,在外表面开一个1/4NPT的沉孔,通入氮气,使轴套间隙腔内压力大于阀体内压力,氮气向阀体内流动,防止灰或煤粉进入轴套内,解决了阀杆抱死的问题。见图6。
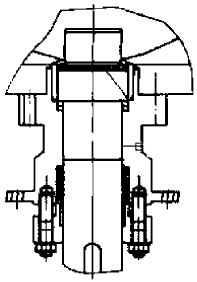
图6 改进后阀杆
2.3 阀体冲刷、磨损的故障
故障现象:在锁斗阀运行过程中,发生最严重的故障为阀体冲刷磨损,介质外泄。这一故障主要发生在U1200单元的煤粉锁斗阀中,严重威胁装置的正常运行,见图7。

图7 阀体冲刷磨损示例
原因分析:一是阀门在高压状态下开关的过程中,煤粉进入了阀腔内和附着在阀球表面,增大了阀球旋转的摩擦力;二是煤粉进入了轴套内,也会增大阀杆旋转的摩擦力。这两个原因导致气缸的推力不够,造成阀门开关不到位,煤粉进入阀腔形成高速煤粉紊流态,冲刷磨损阀体。解决方法:随时检查阀的开关动作情况,发现阀门开关变慢或不到位,就要及时更换阀门。
同时,采取了加大气缸推力的措施,对于原有的阀门,提高气缸的气源压力以加大气缸推力;对于新采购的阀门,提高关闭压差和气缸放大倍数以加大气缸推力(关闭压差从0.35MPa提到0.6MPa,放大倍数从1.25提到1.75倍)。
2.4 阀球、阀座密封面损坏故障
故障现象:阀门在运行一段时间后,产生了内漏现象,拆检阀门发现密封面严重损坏,见图8。
原因分析:阀球与阀座在开关过程中,煤粉颗粒会卡塞在阀球与阀座的密封面间,形成泄漏通道,导致密封面失效,泄漏进一步发展,在阀球上部的低压带形成高速煤粉紊流态冲刷磨损密封面。
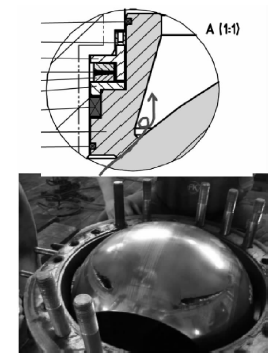
图8 阀球冲刷示例
解决方法:随时检查阀门是否有内漏形成(有内漏的话,明显有介质的流动声音),如果有的话,及时更换阀门。另外,要新安装在线运行的阀门前,一定要做泄漏试验,如有泄漏,一定不能用于在线运行。
3 国产锁斗阀的应用
随着壳牌煤气化技术的引进,国内有多家阀门厂家研发生产了适合壳牌煤气化装置使用的锁斗阀,并且在国内多个壳牌煤气化装置的企业中应用,从使用的效果来看都还不错。云南天安化工有限公司于2009年8月开始试用上海开维喜生产的锁斗阀,有几个阀门投用到现在已有两年多了,还未出现问题,开关动作灵活正常,从运行周期上来看还要比进口阀长,说明性能还要优于进口阀。国产锁斗阀的应用成功,大大降低了企业的维护费用,因为国产锁斗阀价格要比进口阀便宜很多,仅为进口阀价格1/3多一点。国产锁斗阀的结构是固定球阀,制造商是上海开维喜和上海宏盛,目前这两家企业已经获得了壳牌的认证,成为了合格的供货商,大大加快了国产锁斗阀广泛应用的进程。
4 结束语
在实际运用过程中,锁斗阀会出现比较多的问题,解决这些问题,是保证装置稳定运行的关键。在生产过程中结合工艺条件进行分析,认真了解和掌握锁斗阀结构、特点。掌握锁斗阀常见的故障诊断和解决方法;合理采购锁斗阀的备件;定期对阀腔内部进行吹扫;在日常巡检中关注真实阀位和开关速度。
相关新闻
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062