气动卸灰球阀改造措施
作者:左庆爱 李平均 宋照川 徐洪源 周凯
2014年12月10日 来源: 浏览量:
字号:T
|
T
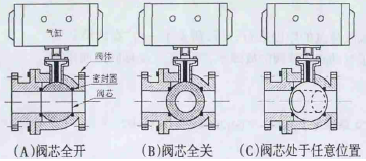
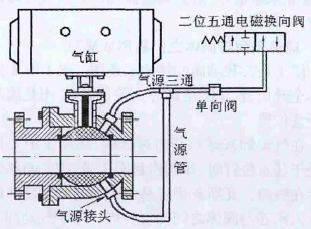
2008年8月莱钢引进了第一台气力输灰装置并安装于老区1#干法除尘系统,为莱钢的环境保护工作做出了突出的贡献,使干法除尘系统扬尘这个老大难问题得到彻底的解决。但是通过近几年的现场应用实践发现气动卸灰球阀作为
全球阀门网(www.famens.com )友情提醒,转载请务必注明来源:全球阀门网!违者必究.
相关新闻
免责声明:1、本文系本网编辑转载或者作者自行发布,本网发布文章的目的在于传递更多信息给访问者,并不代表本网赞同其观点,同时本网亦不对文章内容的真实性负责。
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
推荐新闻
- 气动卸灰球阀改造措施
- 2014中国·玉环国际阀门城全球招商会温州专场成功举办
- 浙江力诺董事长陈晓宇带领员工赴德国参加世界阀门展
- 剑桥阀业董事长翁煌祥担任上海安溪商会首任会长
- 株洲民企争当"标准领袖" 南方阀门主持/参与制定30多项国标
- 2012-2016年中国阀门和旋塞的制造业发展前景与投资预测分析报告
- 苏州纽威阀门股份有限公司关于获得政府补助的进展公告
- 兰高阀研发的“高压加氢装置用阀门”被科技部立项为2014年度“国家重点新产品计划”
- 华夏阀门表彰三季度优秀兼职监督监察员
- 华夏阀门超(超)临界火电机组关键阀门国产化项目获2014年自贡市科技进步二等奖
- 国家级示范工程沈抚新城污水源热泵项目获认可
- 煤化工专用控制阀多相流流场特性研究

用户找,扫一扫!
关于我们 - 刊登广告 - 会员服务 - 企业建站 - 积分服务 - 企业名录 - 法律声明 - 本网动态 - 阀门地图sitemap
广告热线:0571-88970062 服务热线:0571-56077860 传真:0571-88971936 邮箱:sales#famens.com
广告咨询
会员咨询:
客户服务:
友情链接: