压力控制是长输气管线终端站最关键的核心控制参数,它决定了终端站能否安全而又可靠地向客户提供稳定、合格的天然气。天然气从崖城Y13-1平台经直径28英寸长780km的海底管线输送到香港终端接收站,接收站是崖城作业公司为下游中华电力销售合格用气的最后一道处理装置,其中压力控制系统减压站是香港终端的重要设备之一。
如图1所示,香港天然气接收站的减压站是由两套完全一样的管组组成,每套都具有100%供气能力,选择其中一套作为供气的当值管组,另一套就成了待命的管组。在每条16英寸(内径)的管线上都有两个14英寸的控制阀及一个关停阀,在每条6英寸管线上则是一个4英寸的控制阀及一个关停阀。
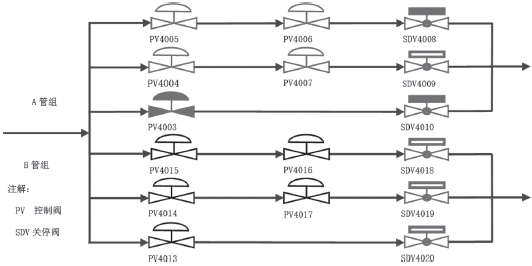
图1 为压力控制系统减压站流程简图
1 减压站控制阀结构与原理
减压站控制阀采用美国CCIDRAG®调节阀是一种流体压力平衡型阀,如图2所示。该阀适合高差压流体控制,采用迷宫套筒阀芯,可以完全控制流体流经阀内件时的流速,流体高速通过阀芯是造成调节阀的工作环境恶劣的首要因素,利用CCIDRAG®盘组阀芯来调节流体流速,芯片结构如图3所示。迷宫套筒阀芯有多片迷宫芯片叠加制作而成,CCI迷宫式减压阀的阀芯把流体分为很多平行的流道,每一流道有特定数量的的直角转弯(迷宫),迫使工艺流体流经带有一些直拐角的曲折通道,利用这些直拐角增加了流体运动的阻尼,对流体产生的阻力,使压降平均分布在各个拐角处,从而使阀芯的每一盘片每一通道的介质速度得以控制在预定范围之内,对阀门的出口速度加以限制,而不考虑对压力降的影响。采用迷宫套筒阀芯后,压力-速度曲线变得平稳过渡如图3压力曲线所示,流体流速的降低可以大大减轻产生汽蚀、腐蚀、高噪音和管道振动等现象。CCIDRAG®迷宫式减压阀所有迷宫盘片使用相同的流道数量,每一个流道有相同的直角转弯及面积,这样,流量与阀门的的开度在同等压差时成正比例,提供需要的流量和阀特性,而不会损害阀的速度调节性能,提供合乎规范要求的调节和开闭性能,并且具有较长的免维护周期,从而可以提高工厂的生产效率。
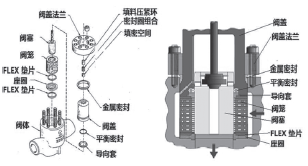
图2 CCI控制阀结构图
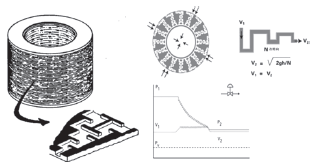
图3 CCI DRAG®迷宫式阀芯结构与减压原理图
2 存在的问题
减压站压力控制回路控制部分采用罗斯蒙特(RS3)系统的控制功能块来实现,减压站的压力控制系统是一个串级控制,即由主控制器和从属控制器两级组成。采用串级控制的方式,是因为天然气经过减压控制后又经过了一个出口过滤分离器和计量管线上的孔板,同时还分出一部分天然气用于接收站里的加热炉作燃烧气。这些均会引起压力的下降,减压站下游的压力与计量后的销售气压力是有一定的差别,主控制器用来监控销售气压力,从属控制器则监控减压站下游的压力。
现场控制部分采用罗斯蒙特智能压力变送器、罗斯蒙特的电气转换器、法国BailyAV122100P阀门定位器、美国CCI压力平衡式笼式调节阀,费希尔FISHER2625型空气增压器,西门子空气促进器61H&61VH等组成。此控制回路复杂,在长期的实际生产中,压力控制平稳,仪表控制回路运行良好。但在近年来压力控制系虽然可以将压力控制在销售合同要求的范围内,但是下游压力不稳定,控制阀存在不同程度的卡滞,调节滞后,调节波动等问题,现场噪音大。B管组作为供气当值管组时,曾出现下游压力、流量波动频繁,控制阀PV-4013快速震荡。
3 阀门失效可能性原因分析
3.1 卡滞
调节阀的卡滞,从工艺操作的角度探讨,其特征是离散控制系统DCS控制器阀位控制信号输出到调节阀后,调节阀没有得到相应的阀位,造成调节阀的执行死区。卡滞原因:阀杆、阀体、执行机构弯曲变形,填料函压得太多太紧造成摩擦力增大,使阀杆活动受阻;由于阀笼、阀芯受到污染、杂物、腐蚀等原因造成摩擦力增大,示阀杆活动受阻。
从仪表维护调节阀的调节作用来看,调节阀出现卡滞现象,调节阀内节流内件的机械卡滞出现的几率偏多。调节阀的调节作用是通过调节阀芯与阀座的开启度来实现其作用。天然气中的硫化物的结硫、腐蚀、介质杂质结垢以及管道中的金属杂质的现象,会造成阀门卡滞。在解体B管组的调节阀时就发现如下问题:
阀芯表面存在明显的因卡滞造成的磨损拉毛现象,阀芯的表面、密封面存在严重的冲刷凹坑现象,如图4所示。

图4 阀芯
在阀芯与阀圈之间的密封圈的密封面破损,从凹坑现象判定有异物存在,导致密封面破损,如图5所示。
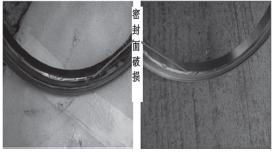
图5 密封面破损
迷宫式阀笼里圈有破损,阀笼内部、外部有异物存在,迷宫内孔出现堵塞现象,导致阀笼与阀芯摩擦力增大,导致卡滞现象,如图6所示。
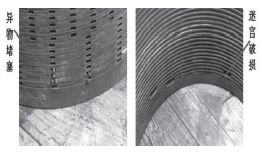
图6 阀笼破损图
阀门阀杆与执行机构的轴安装不对中,造成阀门活动内件活动阻力增大,导致阀门卡滞,如图7所示。
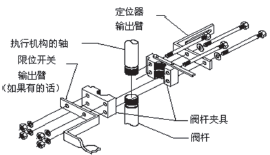
图7 阀杆和执行机构的轴连接
3.2 内部渗漏
密封接触面被腐蚀、磨损、有划痕,造成不密合。在检修时发现在阀芯与阀圈之间的密封圈的密封面破损,从凹坑现象,从迷宫式阀笼里圈有破损,有异物存在,导致密封面破损,造成阀门关闭时,阀芯与密封面密封不严,有内漏。在阀门关闭时,阀芯与阀笼之间有杂物,引起阀芯与密封圈接触偏离,引起阀门内漏。
3.3 振动噪声
介质流动过程中的振动能使得阀门、管道随之震动。阀杆与底座接触不良,调节阀本身的结构会引起介质流动模式的变化[3],相应的会影响压力分布,出口流速,产生噪声与振动。减压站采用CCI控制阀通过采用多级迷宫式阀笼有效控制流体流速可消除气穴、噪声、气蚀及颤动现象。
阀门执行机构的活塞密封圈破损,密封不良造成上下腔室压力波动大,造成阀门定位不良,导致阀门调整过度,造成阀门振动噪声增大。检修控制阀门时发现,执行机构的活塞密封环已经老化,造成阀门工作不良过度调节,严重时会造成上下腔室压力一致导致阀门不能调节开度处于关闭状态。
阀门执行机构的弹簧刚度不足,导致输出信号不稳定,引起阀门工作不良。在拆解控制阀执行机构时发现其中一个执行机构的弹簧已经断裂,导致执行机构的活塞受力不均匀,活塞一侧受力较大,活塞上下活动过程中偏离中线,导致阀门开关阻力增大,密封圈磨损加剧,从而阀门工作不畅。
3.4 工况改变
当工艺操作条件或负荷发生较大变化时,调节器PID参数往往需要重新整定。调好的回路,在工作一段时间以后控制效果变得差了,这时需要查看阀门历史纪录曲线,对阀门的输出、实际位置和阀门前后的压力变化进行分析,观察阀门在不同时间段的控制效果,检查实时的操作条件、工艺状况,确认操作条件是否有了较大改变、相关的干扰变量是否有较大波动、检查执行机构是否存在问题。将调节器改到手动控制,观察控制曲线,人为改变调节器输出,观察相应的被控变量的变化,分析问题出现的原因。
在减压站进口压力由最初的12MPa降为8MPa,出口压力持续维持在3.8MPa,下游用户的用气量减小,阀门大修等因素改变了减压站的工作状况。对比以前的阀门控制趋势,现在阀门波动大,压力控制不稳定,采用经验试凑法在线对减压站控制调节器的参数进行调整。减压站采用串级控制来改善过程动态特性,提高系统工作频率和减小容量滞后对过程的影响,加快响应速度。副控制器最初的设计比例增益Kp=6.67,积分时间Ti=120秒,微分时间Td=0.1秒,主控制器最初的设计比例增益Kp=0.5,积分时间Ti=120秒。从图8中分析,初步判定控制不稳定的原因在于工作状况发生改变后,副控制器比例增益Kp过大,导致控制阀超调,压力震荡,系统变得不稳定。依据经验试凑法按照先比例再积分后微分的方法对副回路参数进行反复试凑,采用降低比例增益,观察过渡过程曲线,持续降低比例增益,减小积分时间适当增加主副回路时间常数比值(Kp=2,Ti=90,Td=0.1),减小了超调和降低了震荡,获得满意的控制曲线,如图9所示。
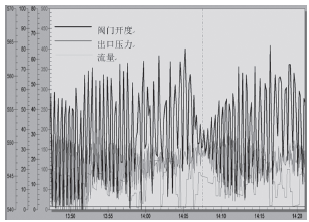
图8 调整前过程曲线
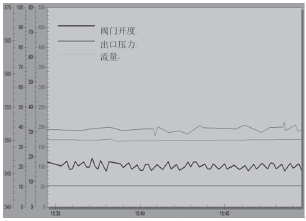
图9 调整后过程曲线
在日常操作中,应根据不同的工艺过程及不同的控制目标,作相应的调整,经验试凑法[5]是应用最为广泛的工程整定方法,是根据参数整定的实际经验,对温度、压力等进行调整。对调节器参数的整定是在原先设置的某些数值的基础上,改变设定值,观察过渡过程曲线,按照一定的程序改变调节器参数,在某一工作状态下进行的,即在一定的工艺操作条件、一定的负荷与一定的系统构成下进行,这样经过反复凑试,直到获得满意的控制质量为止。所以,当工艺操作条件或负荷发生较大变化时,调节器参数往往需要重新整定,采用经验试凑法:看曲线,做分析,调参数,寻最佳,方法可靠简单。
4 预防性维护及故障排除
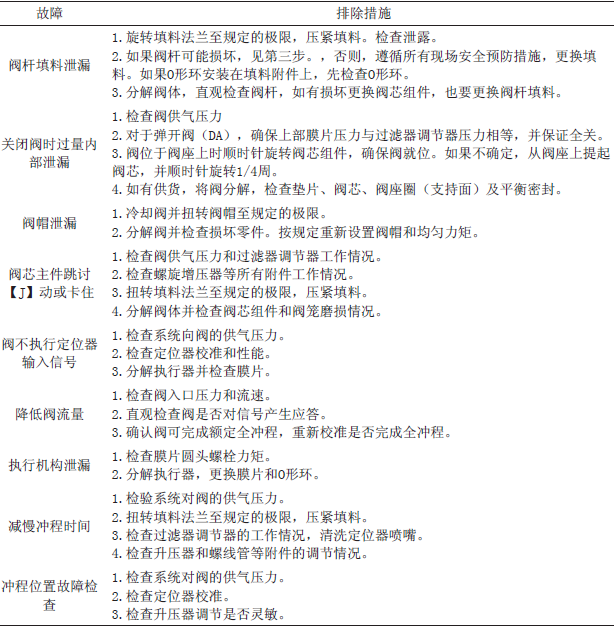
每3年更换一次阀杆填料、平衡密封或软阀座,每6年更换一次执行器膜片和O形环。其它零件磨损时应更换,以防设备损坏。表1给出了排除典型现场故障的一般建议,这些故障在控制阀的使用寿命内可能发生。
表1 典型现场故障
5 结论
为了解决长输天然气管线终端站减压站压力控制这一工艺难题,香港终端设置了减压站和减压阀,通过减压阀来进行节流降压和调节流量。对以上各种导致阀门失效可能性各项检查完毕,对检查出来的问题进行逐个解决,对阀门解体检查,对阀门阀芯、阀座进行修复,如无法修复,对其进行更换,将阀门重装,更换填料函、密封圈,对阀门重新校验,投入运行。通过十多年的运行,根据实际情况,我们对阀门进行维护保养,每月对阀门进行总体检查,如发现电气转换器、定位器、促进器等仪表控制部件有故障及时维修,保证阀门控制的完整性,定期对阀门拆解检查及时更换受损部件,减少了堵塞和突发事故的次数;根据减压阀特性,合理安排两套减压阀组运行,已达到最佳的运行效果。
