新型氟塑料衬里蝶阀设计-制造与工艺
1 前言
在人类进入“低碳”发展时代,用最“低碳”设计思维,用最合理的制造工艺,用最经济的材料,实现产品最优化,效益最大化,满足工业发展的不同需求,是每个制造商应尽的责任。
随着现代石油化工工业的快速发展,早先年出现的衬橡胶、搪瓷阀门已不能满足日新月异的工业需要。人们在不断的寻求最经济、最合理最低碳的方法来解决这些工业需要,因此出现了各种材料的衬里阀门,其中氟塑料衬里阀门是衬里阀门中的一朵奇葩。
本文介绍了一种新型氟塑料衬里蝶阀的设计制造与工艺。
2 氟塑料衬里蝶阀的结构与设计
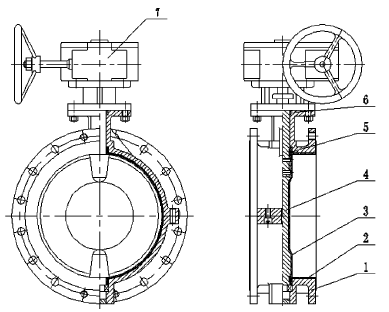
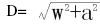
1.阀体 2.阀座衬里层 3.蝶板衬里层 4.蝶板 5.O型密封圈 6.防尘密封圈 7.驱动装置
图1 双法兰式连接蝶阀
2.1 结构及主要零件名称
氟塑料衬里喋阀的结构及主要零件名称如图1和图2所示。
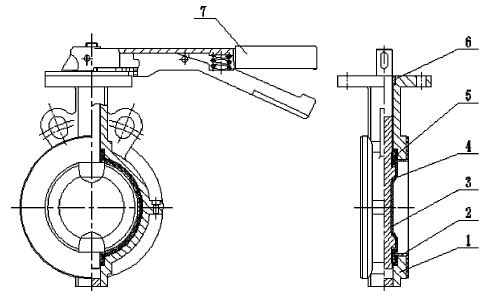
1.阀体 2.阀座衬里层 3.蝶板衬里层 4.蝶板 5.O型密封圈 6.防尘密封圈 7.手柄
图2 对夹式连接蝶阀
2.2 适用范围
公称压力确定为≤PN16。氟塑料的承受压力最高可达到2.5MPa,选公称压力PN16为保险值。公称尺寸选定DN50~1200。衬里蝶阀最小公称尺寸为DN50,最大公称尺寸DN1200,也有做到1200以上的。
适用温度:按所选用的不同材料(金属材料和非金属材料)能承受的温度综合评定。如钢制衬氟塑料(WCB+F46)材料,使用温度为-29℃~150℃。限定最高值不超过150℃。
适用介质:低黏度酸、碱类腐蚀性介质。主要指酸性、碱性、有机和无机溶剂等强腐蚀性介质。低黏度是相对浓度较高的颗粒状介质而言,氟塑料衬里阀门应尽量避免使用固体颗粒的介质。
2.3 结构长度与法兰尺寸
氟塑料衬里蝶阀结构长度和法兰尺寸,按钢制阀门的相关标准和行业标准执行。结构长度按GB/T12221-2005标准中表10的规定,不论是双法兰连接的结构长度还是对夹连接结构长度,均优先按短系列选用。如用户有要求,按合同协议选用其他结构长度。结构长度包括法兰密封面衬氟塑料厚度。法兰连接尺寸一般按GB/T9113.1的规定。如用户有要求,可按其他的法兰标准设计制造。并限制在法兰端和卡箍连接,不允许采用焊接端连接。因为焊接连接会损坏衬里层而影响产品质量。
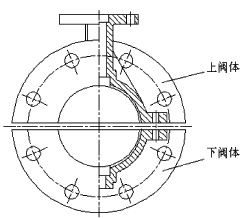
图3 阀体的上下结构
2.4 阀体设计
2.4.1 阀体结构
阀体的结构为中线密封式,为了适合氟塑料衬里蝶阀的工艺要求,可将阀体设计分为上下两部分,如图3,采用沉头螺栓将上下阀体联接在一起。
2.4.2 壳体壁厚与衬里层厚度的确定
氟塑料衬里蝶阀钢制壳体的最小壁厚依照GB/T12224-2005标准中最小壁厚的给定值作适当加厚,也可参照表1给出的壁厚选取,但必须保证壳体在压力试验及模压工艺条件下不发生任何有害变形。表1所采用的壳体壁厚,适合于碳素钢和不锈钢,也适合球墨铸铁,按照这个壁厚设计制造的氟塑料衬里蝶阀经过多年的使用,安全可靠。金属壳体壁厚不包含氟塑料的厚度。氟塑料衬里层厚度的确定既是一个科学问题,又是比较现实的经济问题。应慎重对待,经过试验验证,确定衬里层厚度δ≥2mm比较合适。并且随着阀门公称尺寸的增大而增加。设计时衬里层厚度按相关标准规定执行。也可参照表2的厚度选取。
表1

表2

2.4.3 阀体与阀座流道尺寸
阀体密封圈(阀座)与阀体的连接应保证阀门在使用过程中不会松动、不发生泄漏,对于短结构的阀体法兰连接(或对夹式连接)的蝶阀,允许有带螺纹的螺栓孔。阀座流道最小尺寸见表3。
表3

♂
2.5 蝶板与阀轴的设计
2.5.1 蝶板的形状设计
氟塑料衬里蝶阀的蝶板设计,在强度允许的前提下,应尽量轻薄,呈流线型,如蝶板形状设计为铁饼形,蝶板迎水面和出水面设计成流线型,为了不减小蝶板的强度,可增加一些沿流体流动方向的加强筋。从理论上说,蝶板强度应保证在1.5倍最大允许工作压差下,不发生变形和损坏。
2.5.2 蝶板的厚度与计算
(1)蝶板厚度(图4)的设计公式:

式中
b—蝶板最大直径,mm
D—蝶阀流道直径(一般b/D=0.15~0.25),mm
H—最大静压水头(水击升压介质),m
H=100(P+△p)
P—设计压力(常取p=PN),MPa

式中
△p—蝶阀快速关闭时,在管路中产生的水击升压值,MPa
 或400qv/At
或400qv/At
式中
qv—体积流量(查表),m/h
A—阀座通道截面积,mm2
t—蝶板从开全到全关所经历的时间(查表选择),s
(2)蝶板强度
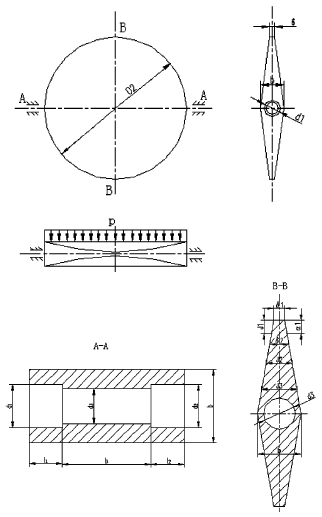
图4 蝶板尺寸与受力分析
如图4所示,应对蝶板的A-A断面积和B-B断面进行强度校核。
①A-A断面的强度效核,A-A断面的弯应力按式校核:

式中
σWA—A-A断面的弯应力(MPa);
MA—A-A断面的弯矩,(N•mm);
WA—A-A断面的抗弯断面系数(mm3)
MA按下式计算:

式中
p—介质中压力(MPa),设计时可取p=PN。
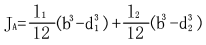
WA按下式计算:

式中
JA—A-A断面的惯性矩(mm4)
②B-B断面的强度效核,B-B断面的弯应力按下式校核:

式中
σWB—B-B断面的弯应力(MPa);
MB—B-B断面的弯矩(N•mm)
WB—B-B断面的抗弯断面系数(mm3)
MB按下式计算:

WB按下式计算:

式中
JB—B-B断面的惯性矩(mm4)。


式中

2.5.3 蝶板的最大直径
为了防止蝶板在开启时,不碰撞连接的法兰管道内壁,设计时应根据合同要求,按下列公式,来确定蝶板尺寸,如图5。
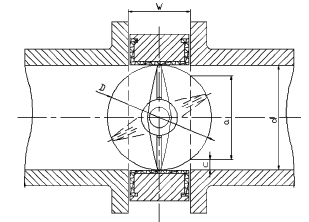
a—蝶板弦长 c—径向间隙 d—管道内径 D—蝶板最大直径 W—最小安装结构长度
图5 中线式蝶阀的尺寸位置
首先用下列方程计算蝶板的弦长:
a=d-2c
然后将a值代入方程式确定蝶板的最大直径:
式中:
a—通过阀体安装面与平面的交线确定的开启位置的蝶板弦长,(如图5)单位为毫米。
C—当蝶板和阀门通道处于同轴位置时,蝶板与连接法兰端面内径间隙,(如图5),单位为毫米。一般径向间隙:DN50-DN150间隙为1。5毫米,DN200-DN500间隙为3毫米;DN600-DN1200间隙为6.4毫米。
D—连接管道或法兰的内径,单位为毫米;
D—蝶板最大直径,单位为毫米;
W—阀门的最小安装结构长度,单位为毫米。
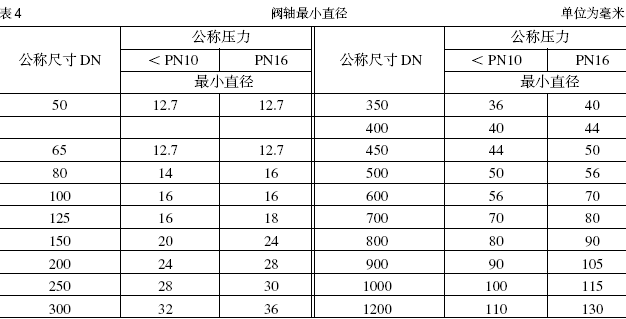
2.5.4 阀轴直径的确定
阀轴的最小直径见表4。最小直径是根据蝶阀阀轴计算结果,参照AWWAC504相关规定进行修改确定的,经过多年的使用,证明是可靠的。
♂
表4
2.5.5 蝶板与阀轴的连接
(1)蝶板与阀轴,常规阀门的设计是分开的,如图6(a),通常采用键或花键连接,也有采用方形轴或销连接。如果氟塑料衬里蝶阀采用这样的连接方式,不仅衬氟工艺性不好,使用效果上也有问题。蝶板与阀轴连接的部位在反复交变受力过程中,容易损坏衬里层,导致钢制骨架受到腐蚀性介质的腐蚀而失效,从而缩短阀门使用寿命。所以氟塑料衬里蝶阀的阀轴与蝶板通常设计成连体形,如图6(b),实践证明,这样的设计使用效果较好。

图6 氟塑料衬里蝶阀的阀轴与蝶板设计
(2)蝶板与阀轴的连接应牢固可靠,在有压力的工况条件下应保证阀轴的任何部分不致从阀门内射出。蝶板与阀轴的连接应在氟塑料衬里前完成。连接的方法多样。蝶板与阀轴可以整体铸造,也可将蝶板与阀轴焊接连接或铆接。前提是牢固可靠,不松动。
(3)为了保证蝶板上的氟塑料层与基体紧密结合,可采用φ6毫米的小麻花钻头均匀地钻些穿孔,孔的数量根据蝶板的面积大小确定。如图7。

图7 蝶板上的小麻花钻孔
(4)由于氟塑料的绝缘性特别好。蝶板与阀座之间在开启与关闭时,摩擦所产生的静电难以释放。因此,蝶板与阀轴之间以及与阀体之间应设计成静电连通结构,从而通过管道接地,消除静电积累。
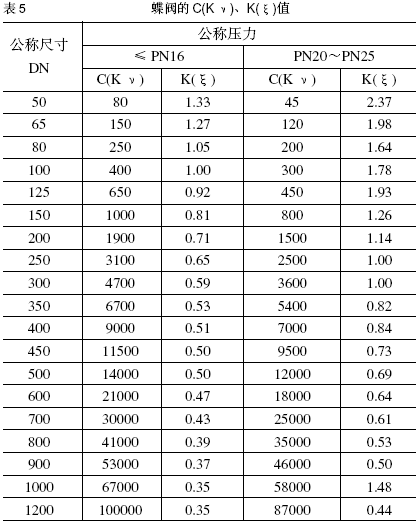
2.6 流阻与流量系数
流阻与流量系数的大小是衡量氟塑料衬里蝶阀质量优劣的一项重要指标。我国JB/T53171标准将ISO/TC153/SCIGT8-37的流阻与流量系数列入其中(见表5)作为考核阀门性能的一项指标,供用户选择。氟塑料衬里阀门应将流阻与流量系数值列入阀门性能指标中,以检验所设计制造的产品是否达到标准要求。
表5
♂
2.7 阀门扭矩
启闭扭矩小是氟塑料衬里蝶阀的一大特点。在国外很多产品的说明书上,都将阀门扭矩作为一项技术参数列入其中。在我国一些知名品牌的阀门样本上,也将本公司设计制造的阀门启闭扭矩列入,方便用户选用。一些开启灵活,扭矩小的阀门深受用户欢迎。
蝶阀扭矩可由下列公式近似计算得出:
MD=MM+MC+MT
式中
MD—蝶阀阀轴扭矩,N•Mm
MM—密封面间摩擦力矩,N•mm

qM—密封面必须比压,MPa
R—蝶板半径,mm
bM—密封面接触宽度,mm
fM—密封面间摩擦系数
h—阀轴与蝶板中心的偏心距,(中线式为0),mm
Mc—阀轴轴承摩擦力矩,N•mm
MC=QCfCdF/2
QC—作用在阀轴轴承上的载荷,N•mm
fC—轴承摩擦系数
dF—阀轴直径,mm
MT—密封填料的摩擦力矩,N•mm
MT=QT•dF/2
MT—阀轴与填料的摩擦力,N
QT=φdFbT
φ—系数
bT—填料深度,mm
p—计算压力,MPa
蝶阀的扭矩也可采用扭矩试验机直接测得。将计算值与测量值比较,验证产品的性能。
值得说明的是,受加工工艺及材质选用等因素的影响,阀轴实际扭矩与计算扭矩公称尺寸小于DN300时略有差别,公称尺寸大于等于DN300时扭矩差别较大。表6所列数据系国内外生产商的典型个案,只限于DN65~DN300之内,供设计制造时参考。
表6

3 壳体材料与衬里材料
金属材料按表7选用,衬里材料按表8选用。
表7
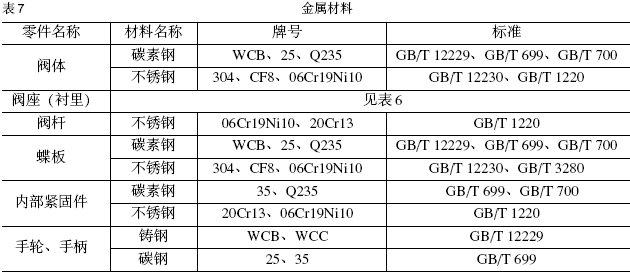
表8

4 氟塑料衬里层的质量要求
氟塑料衬里阀门的表面应当光滑平整、无气孔、裂纹、夹渣等缺陷。法兰的翻边处及其他转角处应色泽均匀,无泛白现象。并符合GB/T23711.1-2009和GB/T23711.6-2009的规定。氟塑料是高分子材料,有数据表明,氟塑料密度越大渗透系数越小,它们之间有线性关系。氟塑料衬里层的密度应≥2.16g/cm3,且不允许有杂质存在。
氟塑料的防腐蚀性能,必须达到标准的规定。如不能确定氟塑料的防腐蚀性能,必须按GB/T1763的规定做试验确认。特别是在更换新牌号氟塑料时要作试验。用于食品、医药、卫生级阀门的衬里材料,还应无毒、无菌、无杂质清洁卫生的材料,符合GB/T17219的规定。
氟塑料与基体的结合强度,是衡量衬里质量好坏的标准之一。氟塑料衬里层应与基体贴合,法兰面的衬里层应衬满密封面,并且有扣紧基体的设计结构,衬里层在负压0.08MPa条件下,氟塑料衬里层不出现凸起现象。
5 制造工艺
5.1 氟塑料衬里前的表面处理
阀门衬里前,应将受衬面毛刺、油污清除干净、修磨平整,尽可能使受衬面达到GB8923中规定的St2级,还可以采用机械加工的方法,将受衬面加工出T形槽和螺纹沟槽,增加衬里层与基体的结合强度,防止衬里层脱壳。将衬里面内部转角处的棱角锐边倒钝,内圆角R>2mm,外圆角R>3mm,减少应力,防止衬里层被锐角刺破。应尽量满足衬里工艺的要求。
5.2 模压成型
将需要模压的蝶阀零件放入模具中,送入加热炉内加温,加温到一定温度,如将氟塑料加热到290℃~370℃使其熔融,在7~12MPa压力下,使熔体充满模具、压实,冷至150℃脱模即待到制品。见工艺流程图。

图8 模压成型工艺流程图
5.3 模压工艺
模压(如图8)是氟塑料衬里跌蝶阀最常用的一种方法,适合于多品种小批量的生产方式。它是将一定量的氟塑料(粉状、粒状、纤维状、片状和碎屑状等)放入成型的模腔中,然后闭合,放在加热炉内加热到一定温度,取出来,放在压力机中在压力作用下熔融流动,缓慢充满整个型腔而取得型腔所赋予的形状。随着在模具内塑化、混合和分散,熔体逐渐失去流动性变成不熔的体型结构而成为固体,并不断用冷水冷却,冷却到一定温度打开模具,而成为成品,从而完成模压过程。氟塑料衬里层的质量主要取决于氟塑料原料质量、衬里模压工艺和模具的设计。
氟塑料衬里阀门成型质量包括衬塑层的内在质量和外在质量。内在质量包括衬塑层的物理和化学性质及其均匀性;它不仅要求氟塑料具有相应的物理和化学性能。在模压过程中,还要注意塑化的温度和压力,正确掌握模压工艺。外在质量包括衬塑层的尺寸、外观和色泽等。衬塑层的外表面质量主要取决于模具的设计和氟塑料在模具内的塑化、混合和分散的能力。塑化效果与模具结构以及工艺配方、原料质量和加工工艺条件的控制有直接的关系。

1.主柱 2.活动横梁 3.上横梁 4.油缸 5.油管 6.压头
7.模具与料筒 8.阀体 9.操纵箱 10.下横梁
图9 油压机与阀体模压示意图
塑料塑化成型对温度和压力的要求非常严格,掌握氟塑料的塑化时间非常重要。塑化时间太短,氟塑料未成型就已分解交联;若塑化时间太长,则生产效率低,需要很长时间才能固化脱模,生产周期长。在生产中,控制塑化时间的关键因素就是温度和压力。若不能控制好塑化温度和压力,则很可能产生诸如衬里层表面硬度低、表面光亮度不足;衬塑尺寸控制困难;熔接痕难以消除;衬塑层沿氟塑料流动方向有“鱼鳞”样凸凹不平的有规则的波纹,或表面箭头状波纹等问题。值得一提的是在加压过程中放气次数、放气时间、间隔时间都对衬塑层的外观质量有直接影响,在生产中应严格控制,并做好生产记录。工艺人员可以在生产前对氟塑料拟订其塑化曲线,掌握其塑化时间,然后在实践中根据实际情况进行工艺调整。因每种产品的公称尺寸、公称压力不同,氟塑料配方、原材料质量、要求各异,其温度、压力,放气等工艺控制也不尽相同,根据具体情况决定,从而制订出符合本企业的模压工艺。
6 结语
氟塑料衬里蝶阀在设计制造工艺上与常规蝶阀相比,有相同的地方,也有不同的地方,本文力求全面介绍氟塑料衬里蝶阀的设计要点、制造方法、工艺特点,帮助读者了解衬氟蝶阀。
氟塑料衬里蝶阀的出现,是科学技术进步的产物,是对常规蝶阀产品的创新,不仅节约了大量的稀有金属,合理的利用了资源,而且还节能、环保。满足了石油化工工业对特殊阀门的需求,经济效益和社会效益特别显著。值得推广应用。
相关新闻
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
关于我们 - 服务项目 - 帮助中心 - 法律声明 - 意见反馈 - 本网动态 - 友情链接 - 阀门助手
广告热线:0571-88970062 服务热线:0571-56077860 传真:0571-88971936
广告咨询
会员咨询:
客户服务:
友情链接:
客服邮件:service#famens.com 销售邮件:sales#famens.com 投稿邮箱:famens-bj#foxmail.com