三杆蝶阀阀体焊接工艺生产实践
1.概述
三杆蝶阀是一种密封型蝶阀,适用于冶金、化工、电力等行业,安装在空气、可燃气体管路中,起切断气体介质作用。以下是为某公司1006m3高炉制造的DN900三杆蝶阀阀体(见图1),该工件采用Q235A钢板焊接结构,焊后经退火去除焊接应力,再进行机械加工。因此对焊接要求较高,笔者根据实际生产总结如下,供参考借鉴。
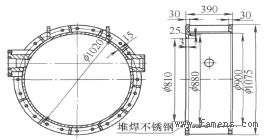
图1 三杆蝶阀阀体
(1)设计参数该阀体的相关参数如表1所示。
表1 设计参数

(2)技术要求①本阀体焊接技术规范要求应符合YB/T036.11。②根据GB/T13927对本阀体进行强度试验和气密封性试验。③焊缝全部为连续焊缝,所采用焊条为E4303,密封面堆焊A102。④焊缝高度应不小于相关件最薄钢板厚度。⑤本阀体焊后应进行消除应力处理。
2.焊接工艺流程及焊前准备
焊接工艺流程为焊前准备工作→焊接→外观检查→气密性试验。以下为焊前准备。
(1)焊件检验
检查阀体组对件的几何尺寸是否符合图样设计要求。①检查焊接填充材料(焊条或焊丝)是否与图样设计相符。②检查焊接设备是否与焊接技术工艺参数相符。③清除焊接处的毛刺、油、水、锈等污物,使焊接处呈现金属光泽。
(2)焊接材料
本阀体焊接所用的焊条为E4303(J422),焊接材料进厂必须凭质量合格证明书入库,J422焊条一般不烘干施焊,但库存时间超过一年必须烘干施焊,烘干温度100℃,时间为1h。
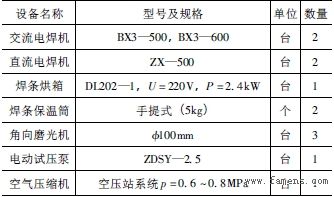
(3)设备选择
焊接设备的选取如表2所示。
表2 焊接设备
3.焊接工艺
(1)焊接方法:焊条电弧焊。
(2)接头形式:角接头(管板插入式,见图2)。

图2
(3)焊接位置:水平。
(4)焊接参数(见表3):角接接头可采用多层焊法或多层多道焊法。多层焊时,第一层焊道应选择直径较细的焊条。运条方法,应视间隙大小而定。间隙小时,可采用直线形运条方法;间隙较大时,可采用直线往复形运条方法。
表3 焊接参数
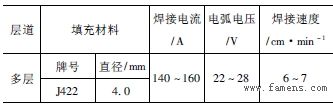
焊接顺序为焊完第一层后,将焊道相对位置的焊道,用同样的焊接方法施焊,阀体所有焊道第一层应全部焊完后,先清除其熔渣,然后用大直径焊条和较大的焊接电流进行第二层焊接,运条方法采用直线形,以及幅度较小的月牙形和锯齿形,并采用短弧焊接。
为了保证焊接质量和防止变形,应使层与层之间的焊接方向相反,焊缝接头也相应错开。
多层多道焊的焊接方法与多层焊相似,所不同的是每层焊缝由数道窄焊缝并列组成,焊接时应使用直线运条法。
4.外观检查
角焊缝的外观成形目视应与母材圆滑过渡,光滑美观,不得有气孔、夹渣、咬边等焊接缺陷。
5.阀体密封面堆焊
(1)堆焊方法
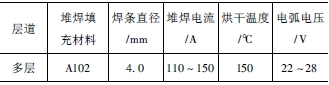
焊条电弧焊;堆焊基面为凹形;堆焊位置:平放;堆焊电源:交直流两用。堆焊参数如表4所示。
表4 堆焊参数
(2)堆焊工艺
堆焊前应清除焊道内的毛刺、油、水、锈等污物;引弧与一般焊条电弧焊操作一样,只是在起弧处做好标记,以利多层焊的最后一层圆滑搭接,从而保证堆焊的平整度,堆焊层数为3~5。运条同时存在三个基本动作:即直线动作、横向摆动动作及焊条送进动作。在操作时,应根据熔池形状与大小的变化,灵活地调整动作,使三者很好地协调,将熔池控制在所需的形状与大小范围内,并使运条动作有利于熔渣的浮出。
运条横向摆动时,应使两侧停留时间稍长些以保证堆焊层高度、宽度一致。收弧时,要注意应填满弧坑,然后将焊条逐渐抬高,慢慢拉断电弧。对一些易产生火口裂纹的材料,应将电弧的熄弧处引出焊道,以保证堆焊质量。
堆焊外观检验不应有焊接缺陷。阀体整体焊完后进行退火,消除其内应力。
6.气密性试验
阀体加工后与阀板组装成形,进行气密性试验,将气密性试验工装按工艺标准规定封闭好,然后向三杆蝶阀内充1.1MPa压缩空气,5min后压降满足GB/T13927规定。
相关新闻
关于我们 - 刊登广告 - 服务项目 - 联系我们 - 会员说明 - 法律声明 - 意见反馈 - 本网动态 - 友情链接 - 企业展示 - 阀门助手
广告热线:0571-88970062 服务热线:0571-56077860 传真:0571-88971936
广告咨询
会员咨询:
客户服务:
友情链接:
客服邮件:service#famens.com 销售邮件:sales#famens.com 投稿邮箱:famens-bj#foxmail.com