

产地:石家庄循环化工园区
规格:DN27-32-42-48-57-60-89-108-114-159-168-219-273-325-426-525-630-610 DN1200
公司所在地:河北石家庄
电话:13933137282
 601231605
601231605


石家庄冲压弯头的简单介绍石家庄冲压弯头,我公司用优质无缝钢管,推制而成,下料尺寸精确,数控下料,国标准确 耐高压,方便焊接石家庄冲压弯头的详细信息石家庄冲压弯头,石家庄批发冲压弯头调整工件位置。 工作台上加工区的台面用玻璃制成,因为不透光的金属台面会给检测带来不便,而且台面会在工件被打穿后遭受破坏。工作台上方的聚焦物镜下设有吸、吹气装置,以保持工作表面和聚焦物镜的清洁。 二、激光打孔的特点 激光打孔是最早达到实用化的激光加工技术,也是激光加工的主要应用领域之一。随着近代工业和科学技术的迅速发展,使用硬度大、熔点高的材料越来越多,而传统的加工方法已不能满足某些工艺需求。例如,在高熔点金属钼板上加工微米量级孔径,在硬质碳化钨上加工几十微米的小孔;在红、蓝宝石上加工几十微米的深孔以及金刚石拉丝模具、化学纤维的喷丝头等。这一类的加工任务用常规的机械加工方法很难,有时甚至是不可能的,而用激光打孔则不难实现。激光束在空间和时间上的高度集中,可以将光斑直径缩小到微米级从而获得很高的功率密度,几乎可以对任何材料进行激光打孔。 激光打孔技术与机械钻孔、电火花加工等常孔打孔手段相比,具有显著的优点: (1) 激光打孔速度快,效率高,经济效益好 由于激光打孔是利用功率密度为l07-109W/cm2的高能激光束对材料进行瞬时作用,作用时间只有0.001-0.00001s,因此激光打孔速度非常快。将高效能激光器与高精度的机床及控制系统配合,通过微处理机进行程序控制,可以实现高效率打孔。在不同的工件上激光打孔与电火花打孔及机械钻孔相比,效率提高l0-1000倍。 (2) 激光打孔可获得大的深径比 小孔加工中,深径比是衡量小孔加工难度的-个重要指标。对于用激光束打孔来说,激光束参数较其它打孔方法草便于优化,所以可获得比电火花打孔及机械钻孔大得多的深径比。一般情况下,机械钻孔和电火花打孔所获得的深径比值不超过10。 (3) 激光打孔可在硬、脆、软等各类材料上进行 高能量激光束打孔不受材料的硬度、刚性、强度和脆性等机械性能限制,它既适于金属材料,也适于一般难以加工的非金属材料,如红宝石、蓝宝石、陶瓷、人造金刚石和天然金刚石等。由于难加工材料大都具有高强度、高硬度、低热导率、加工易硬化、化学亲和力强等性质,因此在切削加工中阻力大、温度高、工具寿命短,表面粗糙度差、倾斜面上打孔等因素使打孔的难度更大。而用激-光在这些难加工材料上打孔,以上问题将得到解决。我国钟表行业所用的宝石轴承几乎全部是激光打孔。人造金刚石和天然金刚石的激光打孔应用也非常普遍。用YAG激光在厚度为5.5mm的硬质合金上打孔,深径比高达l4:1,而在1l.5mm厚的65Mn上可打出深径比为l9:1的小孔。在l0mm厚的坚硬的氮化硅陶瓷上可容易地打出直径为0.6mm的小孔,这都是常规打孔手段无法办到的。特别是在弹性材料上,由于弹性材料易变形,很难用一般方法打孔。 |
-
美标阀门封盖150-16"
-
发动机排气管隔热套|排气管隔热罩
-
上海南泉阀门隔热保温罩
-
供应三通固定球体
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
美标阀门封盖150-20"
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪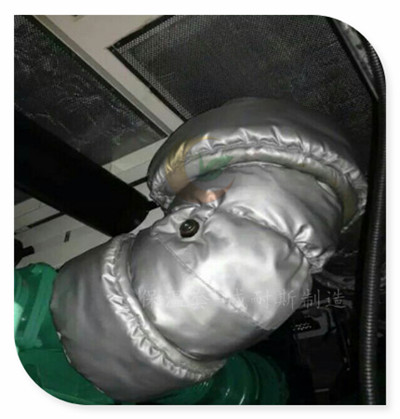
-
上海南泉阀门防烫保温套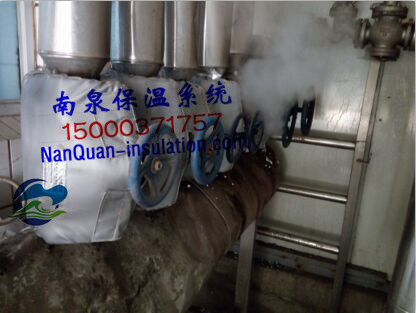
-
硬密封球体
-
膜片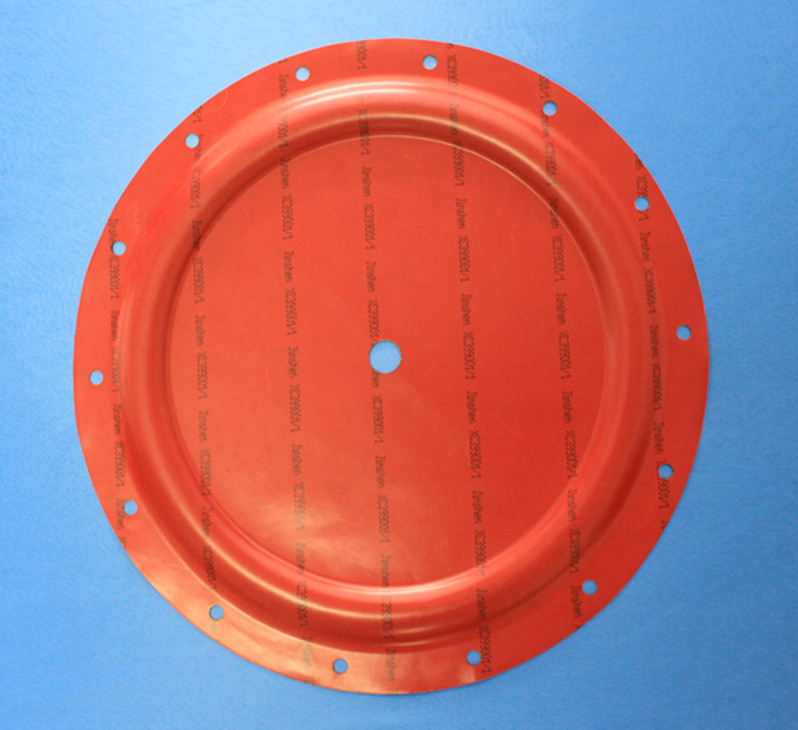
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
Nansen阀门隔热保温衣
-
高压固定球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
阀门保温套_阀门保温保护套促销价格_产地货源
-
美标阀门封盖900-6"
-
蝶阀隔热保温套
-
供应半瓣球体
-
柔性阀门保温套 可拆卸阀门保温衣 可拆卸保温套
-
上海南泉阀门节能保温被