2958168984
2958168984


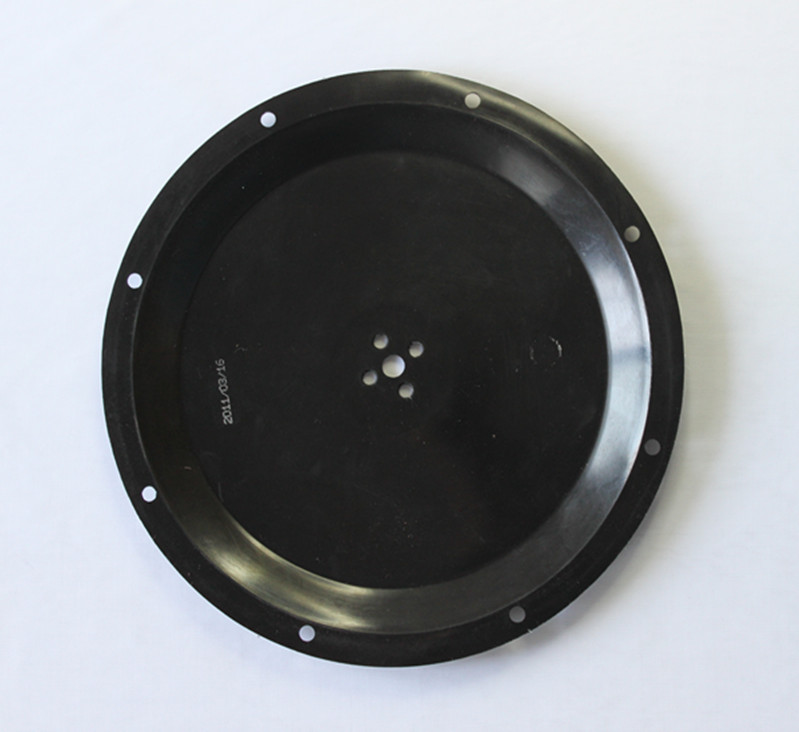
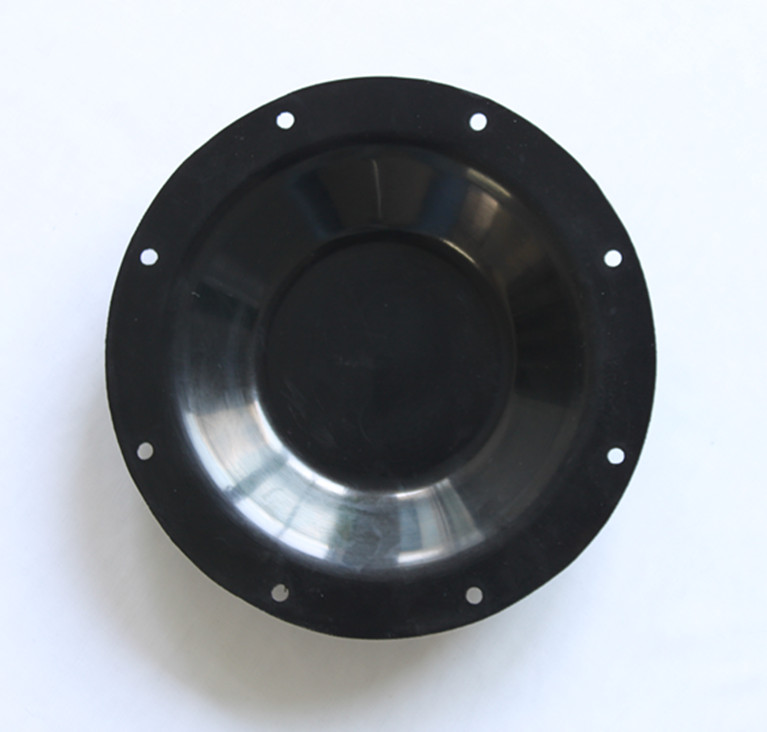
普瑞斯ZnZi进口防爆O型圈的简单介绍O形圈是密封中最常用的一种密封件。但由于选用、沟槽设计、加工和装配上的不当,常常造成漏油故障,可谓是小件坏大事。我国国家标准中关于O形圈尺寸的标准有GB1235-76、GB3452.1-88普瑞斯ZnZi进口防爆O型圈的详细信息一、防爆专用O型圈、活塞装用O型圈、机械专用O型圈、汽车专用O型圈、阀门专用O型圈、减震用O型圈、轴用O型圈等橡胶制品 橡胶制品的主要原料是生胶、各种配合剂、以及作为骨架材料的纤维和金属材料,橡胶制品的基本生产工艺过程概要说就是1、
塑炼 2、混炼 3、压延 4、压出 5、成型 6、硫化。具体说就是:橡胶的加工工艺过程主要是解决塑性和弹性矛盾的过程,通过各种加工手段,使得弹性的橡胶变成具有塑性的塑炼胶,然后在加入各种配合剂制成半成品,最后通过硫化称为具有塑性的半成品又变成弹性高、物理机械性能好的橡胶制品。 1、橡胶的制作方法: 橡胶分为天然橡胶与合成橡胶二种。天然橡胶是从橡胶树、橡胶草等植物中提取胶质后加工制成;合成橡胶则由各种单体经聚合反应而得。橡胶制品广泛应用于工业或生活各方面。 制作方法是提取橡胶树、橡胶草等植物的胶乳,加工后制成具有弹性、绝缘性、不透水和空气的材料,成为高弹性的高分子化合物。 2、加工过程: 本过程包括塑炼、混炼、压延或挤出、成型和硫化等基本工序,每个工序针对制品有不同的要求,分别配合以若干辅助操作。为了能将各种所需的配合剂加入橡胶中,生胶首先需经过塑炼提高其塑性;然后通过混炼将炭黑及各种橡胶助剂与橡胶均匀混合成胶料;胶料经过压出制成一定形状坯料;再使其与经过压延挂胶或涂胶的纺织材料(或与金属材料)组合在一起成型为半成品;最后经过硫化又将具有塑性的半成品制成高弹性的最终产品。 3、辅助过程: 对精度要求比较高的制品,如油封、O型圈等橡胶制品,还需要进行修边、去毛边加工,可选用的方式有人工修边、机械修边和冷冻修边。 人工修边:劳动强度大、效率低、合格率低。 机械修边:主要有冲切、砂轮磨边和圆刀修边,适用于对精度要求不高的特定制品。 冷冻修边:专用的冷冻修边机设备,其原理是采用液氮(LN2)使成品的毛边在低温下变脆,使用特定的冷冻粒子去击打毛边,以迅速去除毛边。冷冻修边的效率高,成本低廉,适用制品广泛,已成为主流的工艺标准 二、进口O型圈硬度胶料的配方设计 对高硬度胶料,也可以采用多官能团化合物和树脂类补强剂(如低聚酯、酚醛树脂等)作为胶料的增硬剂,减少炭黑用量。低聚酯也是一种良好的软化剂,在胶料混炼过程中起增塑软化作用。改善胶料的加工工艺,在胶料硫化过程中,在DCP的引发下不能参与交联反应,起补强作用,从而提高了O型圈硫化胶的拉伸强度、硬度及耐磨性。此外,配方中还加入低分子量聚乙烯加工助剂,对改善胶料加工性,流动性有较好的效果。 就中硬度、低硬度胶料配方的设计而言,本着尽量简化系列胶料配方的原则,力争少量基本配方的基础上,用变更炭黑和软化剂用量的办法,设计试验出中、低硬度级别的胶料,以达到既便于生产管理,又能满足使用要求的目的。
三、O型圈的选用 O形圈是密封中最常用的一种密封件。但由于选用、沟槽设计、加工和装配上的不当,常常造成漏油故障,可谓是小件坏大事。我国国家标准中关于O形圈尺寸的标准有GB1235-76、GB3452.1-88以及GB3452.1-92,其中GB1235-76规定的O形圈截面直径(又称线径)有1.9、2.4、3.1、3.5、5.7等,O形圈采用“外径×线径”的标记方法,一般称为老国标; GB3452.1-82与GB3452.1-92基本相同,一般称为新国标,它规定的O形圈截面直径有1.8、2.65、3.55、5.3等,新国标采用国际惯例,O形圈采用“内径×线径”的标记方法。 选用O形圈时,首先应尽量选用新国标,线径2.65和3.55的使用最为普遍,在外径大于30左右,结构尺寸允许的情况下,尽量选用线径3.55的O形圈,以达到更大的压缩量和接触面积。O形圈的材料主要有硅橡胶,丁晴橡胶NBR和氟橡胶FKM,硅橡胶现普遍适用于食品及日常用品的防水密封和保鲜,丁晴橡胶适用于常温机械作业环境,特别是耐油性能较突出,氟橡胶更适用于高温耐酸碱工况。除材料之外,O形圈很重要的一个指标的是它的硬度,一般采用邵氏硬度来表示,从60到90左右不等,数值越大表示硬度越高。在同样压力下,硬度越高,防挤出(变形甚至撕裂)的能力就越强。 |