
 623332756
623332756


详细信息
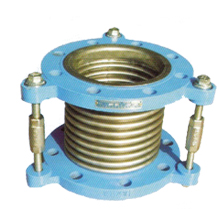
减震波纹补偿器的简单介绍波纹补偿器属于一种补偿元件。利用其工作主体波纹管的有效伸缩变形,以吸收管线、导管、容器等由热胀冷缩等原因而产生的尺寸变化减震波纹补偿器的详细信息简介
金属波纹管膨胀节通用技术条件
距离)长度
4、严禁用波纹补偿器变形的方法来调整管道的安装超差,以免影响补偿器的正常功能、降低使用寿命及增加管系、设备、支承构件的载荷。
5、安装过程中,不允许焊渣飞溅到波壳表面,不允许波壳受到其它机械损伤。
6、管系安装完毕后,应尽快拆除波纹补偿器上用作安装运输的黄色辅助定位构件及紧固件,并按设计要求将限位装置调到规定位置,使管系在环境条件下有充分的补偿能力。
7、补偿器所有活动元件不得被外部构件卡死或限制其活动范围,应保证各活动部位的正常动作。
8、水压试验时,应对装有补偿器管路端部的次固定管架进行加固,使管路不发生移动或转动。对用于气体介质的补偿器及其连接管路,要注意充水时是否需要增设临时支架。水压试验用水清洗液的96氯离子含量不超过25PPM。
9、水压试验结束后,应尽快排波壳中的积水,并迅速将波壳内表面吹干。
10、与补偿器波纹管接触的保温材料应不含氯。
非金属膨胀节、非金属织物补偿器,可补偿轴向、横向、角向,具有无推力、简化支座设计、耐腐蚀、耐高温、消声减振等特点,特别适用于热风管道及烟尘管道。
|
我要询价
推荐产品






















