抛物线阀瓣的加工分析和宏程序编制
1 概述
阀瓣是单座调节阀的重要零件之一,因为其形状控制着调节阀的流量特性,故对其形状要求非常严格。常用的理想流量特性有直线、等百分比和快开特性,而抛物线特性常应用于一些特殊场合。数控加工中,抛物线是较典型的非圆曲线。目前,数控系统中还未提供完善的非圆曲线插补功能,一般采用直线拟合,应用宏程序编制加工。
2 工艺分析
2.1 零件图分析
抛物线阀瓣(图1)曲面的方程式Z=16-0.0724X2。设X轴步距为0.05mm,原始毛坯尺寸为Ф55mm×98mm,材料为316L。阀瓣加工时,采用三爪自定心卡盘装卡(图2),工件坐标原点设在工件旋转中心右端面。数控车床是采用国产华中系统的CK616i车床。
2.2 宏程序WHILE语句
华中系统宏程序主要用WHILE[表达式]所引导的循环语句,当指定条件满足时,执行WHILE……ENDW之间的程序。当条件不满足时,执行ENDW后续的程序段。
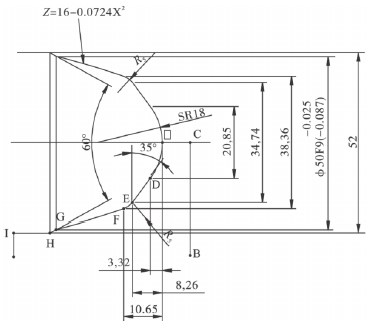
图1 阀瓣
2.3 加工程序
T01刀不重磨机夹式车刀
N10M42 主轴档速选择
N20M03S500 主轴正转,转速500r/min
N30T0101M08 执行1号刀1号刀补,冷却液开
N40G00X56Z2 快速移动至循环起点(B点)
N50G71U0.5R0.5P60Q190X0.6Z0.01F100 每次切削0.5mm每次退出0.5mm循环从N60行开始到N190结束,直径方向精加工余量0.6mm长度方向精加工余量0.01mm粗加工进给量100mm/min
N60G00X0 快速至中心(C点)
N70G01Z0F80 至工件编程原点(O点)
N80G03X20.85Z-3.32R18F80 车削圆弧至Ф20.85mm长度3.32mm半径18mm(D点)
N90G01X34.74Z-8.26 车至Ф34.74mm长度8.26mm(E点)
N100G03X38.36Z-10.65R5 车削圆弧至Ф38.36mm长度10.65mm半径5mm(F点)
N110﹟10=19.18 设置X向半径起始变量
N120WHILE﹟10LE25 判断X向半径是否到终点
N130G01X[2*﹟10]Z[16-0.0724*﹟10*﹟10]抛物线插补
N140﹟10=﹟10+0.05 X变量步距每次0.05mm
N150 ENDW
N160 G01X50Z-29.25车至Ф50mm长度29.25mm(G点)
N170X52Z-30.98车至Ф52mm长度30.98mm(H点)
N180Z-35.25 车至长度35.25mm(I点)
N190X56退出至Ф56mm
N200G00X100Z100 快速移动到换刀点
N210T0100M09 取消刀补,冷却液关
N220M30 程序结束

图2 阀瓣加工
3 结语
对于抛物线等规则阀瓣曲面的编程,使用CAD/CAM软件,一般存在工作量大,程序庞大,加工参数不易修改等缺点。但宏程序把机床功能参数与编程语言结合,灵活的参数设置也使机床具有最佳的工作性能。同时给予操作过程较大的自由调整空间。
相关新闻
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062