在天然气采集装置中,油气分离器液位调节阀普遍存在调节精度差,使用寿命短,有些场合甚至不超过三个月。由于地质不同,天然气组分比较复杂,大多含轻烃、凝析油、气田水和颗粒杂质,有些还高含硫或氯等酸性介质。部分气井天然气压力高,使得阀前后压降较大,很容易产生气蚀、闪蒸及JT效应;介质水及JT效应会产生细微冰晶,加上硬质颗粒,还由于天然气本身的特性极易发生闪蒸,流速会急剧加大,多重因素的叠加,阀内件很快被冲蚀;介质含硫化氢会导致SSC应力腐蚀开裂,氯离子容易发生晶间腐蚀和点蚀。
上述除了高温,几乎包括所有严酷工况,如果处理不当,阀门在很短时间内失效。而看似错综复杂的各种破坏因素,归纳起来罪魁祸首——流速。
1 气蚀和闪蒸的产生
很多时候气蚀和闪蒸是孪生兄弟。根据伯努利原理,当流体流过阀门时,流速增加,压力下降。最高流速和最低压力发生在收缩断面。如图1所示。

图1 收缩断面压力分布图
当液体加速通过收缩断面,压力下降到低于液体饱和蒸汽压,会导致流体中产生气泡,这就是气蚀的第一阶段。当流体流过收缩断面后,随着过流面积增加,流速下降,压力回升,当压力恢复到高于饱和蒸气压,造成气泡爆炸,气泡破裂时产生的压力高达100000磅/英寸2(6897bar)。爆炸能量会将金属表面撕成细小金属碎片。从液体—气体—液体的过程往往发生在阀芯和阀座局部范围内并在微秒内进行。破坏初期表面像喷砂,后期严重时像煤渣表面,阀门完全失效。在本案中,这一现象常常发生在分离器气田水调节阀。另外,当表面的增量受到冲击时,由于吸收了能量,局部温度升高,足以使得在流体和材料表面之间产生化学反应,形成薄膜,薄膜破裂,随之暴露出新的表面,加速酸性介质对阀门内件的腐蚀。气蚀最引人注目的影响也许是材料受到气蚀损坏。在剧烈的气蚀情况下,非常硬的控制阀零部件在几个小时里就被损坏。
如果下游的压力正好相当于或者小于流体饱和蒸汽压,体积急剧增加,流速持续增长,结果将产生闪蒸而不是气蚀。往往由于流速极快,闪蒸破坏类似切割表面。就闪蒸而言,气体积远远大于液体体积,以致于使硬质颗粒趋向于达到与气体一样高的速度。这些高速硬质颗粒冲击表面,使阀门内件节流面很快冲蚀,短时间影响调节特性,严重时完全失效。在本案中,这一现象常常发生在分离器凝析油调节阀。
2 JT效应的产生
当入口压力为,流过这些阀芯的流体固有的低压和高速,使得介质可能发生膨胀,压力变为。到达该点时,流速达到峰值,急剧膨胀,叠加天然气特性,产生JT效应,温度急剧下降,天然气的湿气含量凝结的小水滴,甚至会生成水合物(冰晶),以最大速度流动,会迅速冲蚀阀芯并损坏阀体。如图2所示。
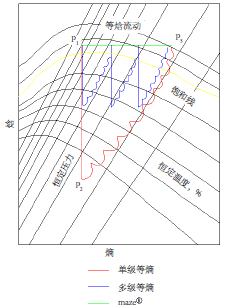
图2 JT效应产生机理图
3 解决方案
下面例举一个二年多前技改项目案例。
1)阀门使用地点:中石油塔里木油田天然气技改项目。
2)阀门用途:油气分离器液位调节阀。
3)现场工况:介质:天然气,含气田水、凝析油,且属高含硫气田,硫化氢含量见下表。
介质温度:-20℃~30℃;阀前压力:8MPa;阀后:0.25MPa;流量:1500Nm3/h;安全位:关位。
工艺管径:65mm。
4 气田规划方案硫化氢含量统计表


中石油塔里木作业区天然气技改项目中,由于压差达8MPa,对阀芯及阀座冲刷严重,运行过程中出现泄漏量大、运行过程不稳定,噪声及振动严重等现象。由于介质存在固体状颗粒等杂质,阀门容易卡死,另外天然气介质属高含硫气田,H2S含量高达607000mg/m3,因此对阀门材质还需有抗硫化物应力腐蚀断裂及裂纹的要求。
对于这种工况,以往使用的一般的单座阀或笼式阀,几周内就会发生泄漏、密封面损伤等问题,3个月就要进行阀内件的更换及维护。如图3所示。

图3 原装置阀门使用状况
通过仔细分析该调节阀的技术参数,并与设计院和现场工程人员的多次沟通,对该项目工况作如下分析:
首先介质为天然气,含硫量很高,因此材质必须是耐腐蚀,抗硫化氢,备选材质有:抗硫型碳钢、CF8不锈钢和CF8M不锈钢。由于该天然气组分中还含有少量的CO2气体和水蒸气,综合考虑以上条件,确定选用CF8M材料。由于压力是CL900级,因此最终选用316(锻钢)阀体,这样就从根本上消除了阀体因铸造可能产生的缩孔或裂纹等不安全因素。
由于地质结构或天然气来源不同,调节阀在某些调节工况下,会产生JT效应,而造成的介质的温度波动很大。因此采用穷尽的法则,即要达到在极端温度下控制阀仍能够正常运行,所以选用低温延伸型阀盖,这样能够避免因结冰而导致阀门填料卡涩或致使定位器冻结的可能。
阀门的选型。此调节阀的工况属于大压差,压差达7.75MPa,如何选择阀的类型是解决问题的关键。对此工况,可供选择的常规阀门是高压单座调节阀、高压笼式双座阀、高压多级孔板降压系列等。若采用高压单座调节阀,在降噪方面和降流速方面无法取得理想效果,此类型阀在该工况下会产生噪音和阀门的振动,另外阀内件会被很快冲蚀掉。如果采用高压笼式双座调节阀,在阀的振动方面和耐压差方面有些改善,但噪音和冲蚀方面仍没有改善。采用高压多级孔板降压阀,虽然在综合因素有所改善,因为此阀选用DN25的,阀内腔空间小,用孔板受空间限制,最多能做到2~3级降压,仍达不到理想效果。总结上面各种阀门的优缺点,最终确定选用maze®300多级串式调节阀。
5 特殊阀芯结构的设计
1)90度转角、多级降压
阀笼及阀芯采用特殊工艺加工而成,阀笼上每个台阶及阀芯上的每级缺口尺寸、位置都经过精确计算,结合CFD流场分析,根据实际工况设计。如图4所示。

图4 多级降压阀芯CFD流场分析图
根据用户系统的压差、流量等特殊工况需求,可选择不同的降压级数来实现逐级降压效果。阀芯为90度转角设计,在有限的阀杆长度上,延长了流道的长度,从而提高了节流效果。如图5所示。

图5 多级降压压力分布图
2)全程导向
阀芯为全导向结构,在旋转的全过程中,阀笼都可以为阀芯提供支撑导向,从而保证运动过程中的相对稳定,阀杆不弯曲,有效降低了噪声和振动。正是这种全程导向的独特设计,使得maze®300控制阀在同类产品中具有突出的优势。maze®300控制阀经过现场应用,显著提高控制阀寿命。
3)N个牺牲阀+1个切断阀——解决气蚀方案
相当于采用了N个牺牲阀加一个调节阀的结构,针对密封面有很好的保护功能,特殊结构的阀芯笼剪切机构设计,针对结晶、杂质等问题有很好的自清洗功能,运用CFD流体分析软件进行模拟,多级降压结构及阀芯全导向结构的设计,有效控制介质流速,并解决了介质对阀芯冲刷造成的震动及噪音等问题,阀门正常工作在大压差时,介质在阀体内腔的速度矢量分布图。(计算阀前压力:12MPa,阀后压力:1MPa,介质最大速度为m/s)。
从气蚀形成的机理考虑,仅靠提高材料的抗气蚀性能是无法将气蚀问题从根本上解决的。因为发生气蚀时气泡破裂的压力最高能达到100000磅/英寸2(6897bar)以上,且能量非常大,所以无论材质多么坚固,都能把所金属材料或多或少的局部撕裂,因此只有从结构上设法解决气蚀方案。
形成气蚀的关键在于持续压差与节流装置的共存。为此对于控制阀的设计必须解决一个问题就是持续的压差现象,在阀门启闭过程中的气蚀问题也顺理成章得到了解决。
当阀门关闭的同时第一、二级及阀口也处于关闭状态,阀口的紧密性能要比第一、二级好得多,因为第一、二级属于动配合,存在间隙,这时液体几乎不传递任何的压力。阀门开启时,阀口的高压瞬时得到了化解,阀口就没有收到持续的压差作用了,同样各节流级也发挥了正常的作用。这样一来,气蚀在阀口处产生的可能性就没有了。在阀门关闭的过程中,各级的节流降压性能没有受到任何影响,直到阀门关闭。如图所示体现了该结构的巧妙之处就是阀口不参与节流,其开度也始终大于节流级,并且阀门在开启时一直都超前于节流级的开启,关闭时就滞后于节流级的“关闭”,综上可知,防止气蚀的发生就是在启闭的全过程中阀口没有受到持续的压差作用。如图6所示。

图6 节流面和切断面分析图
(4)颗粒容差设计
阀芯与阀笼之间对流体中的颗粒、粉尘、结晶等杂质具有剪切作用,因此在运动过程中具有显著的自清洁功能。同时阀芯和阀笼之间流道较大,能容纳一定粒度的杂质通过阀体具有颗粒容差设计。
现场使用maze®300多级串式调节阀后,实践证明阀门运转良好,阀门仍处于正常工作状态。
6 总结
经过多年的潜心研究,maze®系列控制阀从根本上解决并改善了严酷工况下对控制阀的严重损坏。一经投入市场,起初用户对本产品缺乏了解与信任,持怀疑态度,但通过对该产品的不断了解,从抱着试试看的态度使用几台,到如今,maze®系列控制阀已成为严酷工况下的首选解决方案。随着市场份额的不断扩大,市场占有率不断攀升,对严酷工况下控制阀的解决方案已具备了一定的经验。实际上,每种应用看似相似,实则不同,每个工况都需仔细分析以保证控制阀选择正确。一般来说,选型人员往往过多关注满足工厂的测试及规格,而没花足够的时间了解阀门实际应用。这使得所选择的规格要么不能满足应用,要么超出应用要求——具体来说,常常会选择超出实际应用需求的昂贵阀门。阀门的设计有很多种不同的技术,但是没有一种设计可以适用于所有应用。maze®系列控制阀在应用过程中由拥有丰富阀门选型经验的设计工程师评估每一个实际应用,再根据实际情况提供合适的解决方案。


