DN50空心阀球高效精密研磨技术
作者:吕业成,袁巨龙
2013年04月17日 来源: 浏览量:
字号:T
|
T
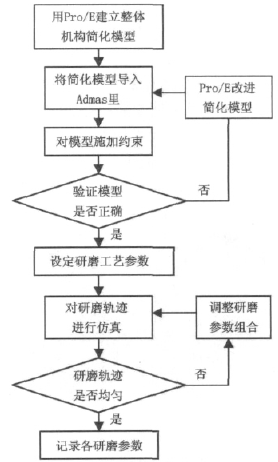
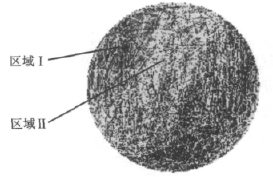
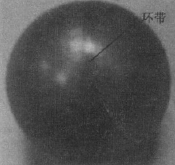
大尺寸球阀广泛应用于水利、化工、船舶、精密仪器等领域。球阀结构中最关键的部件是经精细研磨的空心球体,其球形偏差和表面粗糙度的好坏直接影响着球阀的密封效果。对于空心阀球的加工










全球阀门网(www.famens.com )友情提醒,转载请务必注明来源:全球阀门网!违者必究.
相关新闻
免责声明:1、本文系本网编辑转载或者作者自行发布,本网发布文章的目的在于传递更多信息给访问者,并不代表本网赞同其观点,同时本网亦不对文章内容的真实性负责。
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
推荐新闻
- 新三板创新层公司方正阀门新增专利信息授权:“液氢低温截止阀”
- 苏州纽威阀门"端焊阀门试验工装"专利,简化阀体安装和拆卸操作
- 河北恒盛泵业省级企业技术中心被省发改委评价为优秀
- 从每年3万台大幅提升至50万台!索富微型泵智能化生产基地项目开工奠基
- 自贡工业泵主起草《蒸发结晶用化工轴流泵技术规范》获2024年度“百项团标、主起草单位”示范推广标准
- 川仪股份开展核安全教育警示日系列活动
- 中通协成功举办第二期LNG阀门设计与故障诊断培训班
- 远大阀门技术精英荣膺《阀门》杂志编委
- 特技阀门荣膺新一轮国家重点"小巨人"企业
- 湖北长阳抽水蓄能电站主体工程开工
- 我国首座大型浮式天然气液化装置出江
- 轴研所QC质量改进活动再创佳绩

公众号

客户服务

广告会员
关于我们 - 刊登广告 - 会员服务 - 企业建站 - 积分服务 - 企业名录 - 法律声明 - 本网动态 - 阀门地图sitemap
服务热线:0571-88970062 传真:0571-88971936 邮箱:sales#famens.com
广告咨询
会员咨询:
客户服务:
友情链接:
备案号: 浙ICP备09057929号-10
经营许可证编号:B2-20110307 版权所有©全球阀门网