三偏心蝶阀加工工装的改进
作者:张春景,仲生元,张银
2013年04月16日 来源: 浏览量:
字号:T
|
T
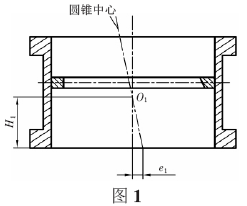
三偏心金属硬密封蝶阀是石化装置中目前比较先进的一种蝶阀,该类型蝶阀与传统蝶阀相比,具有耐高温、操作轻便、零泄漏、启闭无摩擦、关闭时随着传动机构的力矩增大来补偿密封等优点。

全球阀门网(www.famens.com )友情提醒,转载请务必注明来源:全球阀门网!违者必究.
相关新闻
免责声明:1、本文系本网编辑转载或者作者自行发布,本网发布文章的目的在于传递更多信息给访问者,并不代表本网赞同其观点,同时本网亦不对文章内容的真实性负责。
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
推荐新闻

公众号

客户服务

广告会员
关于我们 - 刊登广告 - 会员服务 - 企业建站 - 积分服务 - 企业名录 - 法律声明 - 本网动态 - 阀门地图sitemap
服务热线:0571-88970062 传真:0571-88971936 邮箱:sales#famens.com
广告咨询
会员咨询:
客户服务:
友情链接:
备案号: 浙ICP备09057929号-10
经营许可证编号:B2-20110307 版权所有©全球阀门网