三偏心蝶阀蝶板架的车削加工
1 概述
三偏心蝶阀蝶板架的外轮廓为椭圆形,其结构尺寸与位置尺寸对阀门的密封性能和蝶板架与阀体的干涉有着非常重要的影响。如何高效率高质量完成椭圆体的加工是整个零件加工的关键。本文介绍一种利用车床加工偏心蝶板架外部椭圆轮廓的方法。
2 工艺分析
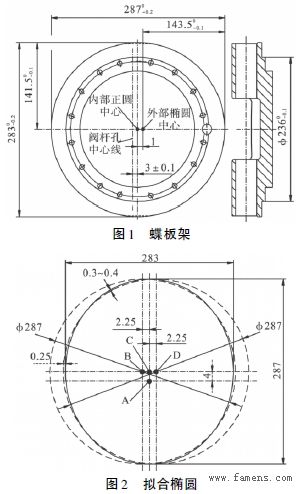
蝶板架(图1)的外部轮廓为椭圆形,长轴公称尺寸为287mm,短轴公称尺寸为283mm,外部椭圆中心与内部正圆中心(背面各台阶圆中心)存在偏心。普通的加工方式是采用线切割完成外部椭圆的加工,首先将外部加工成正圆,以方便工件校正,其加工效率较低。如果采用加工中心加工,则成型准确。但蝶板架的材料大部分都是不锈钢,切削性能相对碳钢材料要低很多。从而导致了效率很低,加工成本高。
图2为用两个正圆偏心拟合的椭圆,A为内部正圆的中心,B为正圆1偏移的中心,C为椭圆中心,D为正圆2偏移的中心。拟合的正圆1与正圆2轨迹的交集与椭圆轮廓线的理论偏移可以控制在<0.4mm,0.4mm的偏移对于整个产品的功能几乎是没有影响。偏心圆采用简易工装亦可在车床上加工完成。加工效率相对线切割与加工中心极大提高。由于车床设备成本低,如采用车床加工则加工成本下降明显。
3 工装设计
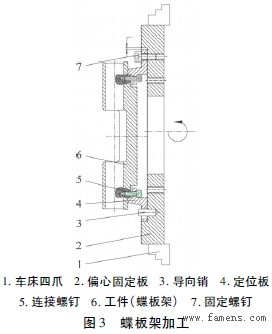
工装(图3)主要由偏心固定板、导向销、定位板、连接螺钉和固定螺钉组成。偏心固定板内部定位台阶为长圆形,即定位板能在偏心固定板内滑动,由导向销约束定位板在固定板内旋转,定位板在固定板内滑动的两个极限确定了两圆的位置,即可完成零件的成型。
4 蝶板架安装与加工
①偏心固定板用车床四爪找正,夹紧。
②将定位板与工件用螺钉相连并对齐拧紧,将定位板滑动到偏心固定板一侧并拧紧,将4个固定螺钉拧紧,定位板的旋转由2个导向销约束。
③工件安装夹紧后,用外圆车刀加工蝶板架外轮廓287mm,完成第一个偏心圆加工。
④停下机床锁紧主轴,微松固定螺钉,将定位板推向偏心固定板另一侧靠紧(此时由导向销导向),再拧紧固定螺钉。
⑤将蝶板架车削至Φ287mm,即将刀具走到第一次退刀位置,此时完成了第二个偏心圆加工。
⑥停机松开固定螺钉,取下定位板,松开连接螺钉,取下工件,完成整个加工。
重复以上操作,完成第二个零件加工,或者采用多个定位板,反复加工亦可。
5 加工成本比较
普通车床的加工成本和加工效率与加工中心和线切割相比(表1),单个成本分别是加工中心的1/20与1/10,加工效率是加工中心的5倍,线切割的7.5倍,且3种方法加工的零件质量都是100%满足产品性能。加工中心和线切割加工受铸件质量的影响很大,铸件有夹砂等缺陷会导致加工刀具的损坏,使加工成本增加。普通车床对所加工零件的材料没有苛刻要求,且一般采取自磨简易刀具,成本很低,且表面加工精度较高。

6 结语
采用特殊工装在车床上加工三偏心蝶阀蝶板架,既提高了加工效率,又降低了加工成本,实现了应用低成本设备完成高复杂高质量零件加工的目的。
参考文献
〔1〕邢鸿雁,陈榕林.机械制造难加工技术〔M〕.北京:机械工业出版社,2009.
〔2〕戴曙.金属切削机床〔M〕.北京:机械工业出版社,1997.
〔3〕陆培文.实用阀门设计手册〔M〕.北京:机械工业出版社,2004.
相关新闻
关于我们 - 刊登广告 - 服务项目 - 联系我们 - 会员说明 - 法律声明 - 意见反馈 - 本网动态 - 友情链接 - 企业展示 - 阀门助手
广告热线:0571-88970062 服务热线:0571-56077860 传真:0571-88971936
广告咨询
会员咨询:
客户服务:
友情链接:
客服邮件:service#famens.com 销售邮件:sales#famens.com 投稿邮箱:famens-bj#foxmail.com